خدمات آبکاری گالوانیزه
![]() اگر مایلید خدمات آبکاری گالوانیزه دریافت کنید یا در مورد آبکاری گالوانیزه کسب اطلاع نمایید با ما همراه شوید.
اگر مایلید خدمات آبکاری گالوانیزه دریافت کنید یا در مورد آبکاری گالوانیزه کسب اطلاع نمایید با ما همراه شوید.
آبکاری گالوانیزه، هنری است که به فلزات زندگی طولانی تر و زیباتر می بخشد. در دنیای پرتنش خوردگی و زنگ زدگی، آبکاری گالوانیزه مثل یک شوالیه نامرئی عمل میکند و قطعات را در برابر حمله عوامل محیطی محافظت می کند. این فرآیند نه تنها فلزات را در برابر عوامل محیطی مقاوم میکند، بلکه به آن ها ظاهری جذاب و حرفه ای می بخشد. ما در شرکت رنگین پوشش شیراز متنوع ترین پوشش های خدمات آبکاری در کشور را ارائه میکنیم. خدمات ما علاوه بر خدمات آبکاری گالوانیزه سرد دیگر خدمات آبکاری شامل آبکاری مس، آبکاری نیکل کروم، آبکاری فورتیک ( الکتروفورتیک)، آبکاری نیکل، آبکاری نیکل الکترولس، آبکاری کروم، آبکاری هارد کروم (کروم سخت)، آبکاری طلا، آبکاری نقره، آبکاری قلع، آلوداین، کروماته، آنادایز، بلک اکساید و فسفاته می شود. اما آیا می دانید که بعد از آبکاری گالوانیزه سرد، قطعه شما می تواند به رنگهای جذابی مانند زرد، سبز زیتونی، آبی (سفید) و حتی مشکی در آید؟ و جالب تر اینکه، رنگ های مشکی و سبز زیتونی مقاومتی فوق العاده در برابر خوردگی و سایش دارند و برای کاربرد های نظامی، خودرو و صنعتی ایده آل هستند!


در این بخش، قرار است به دنیای آبکاری گالوانیزه ورود کنیم، مراحل اجرای آن را مرحله به مرحله بررسی کنیم، و تفاوت های آبکاری گالوانیزه سرد با آبکاری گالوانیزه گرم را زیر ذره بین بگذاریم. پس اگر می خواهید بدانید چطور می توانید فلزات را به قطعاتی ضد زنگ و زیبا تبدیل کنید، با ما همراه شوید!
⚠️ گالوانیزه سرد یا گرم؟ مسئله این است.
به طور کلی در دنیای آبکاری، آبکاری گالوانیزه مثل یک قهرمان دوچهره ای عمل میکند که در دو قالب متفاوت، وظیفه محافظت از فلزات را بر عهده دارد دو نوع آبکاری گالوانیزه شامل:
- آبکاری گالوانیزه سرد: مثل یک هنرمند ظریف و باهوش، بدون نیاز به حرارت بالا، با استفاده از مواد شیمیایی و پوششهای خاص، قطعات را در برابر خوردگی محافظت میکند. این روش برای قطعات حساس، ظریف یا حتی بزرگ که نمیتوانند تحمل حرارت زیاد را داشته باشند، کارت جادویی است. انتخاب بین این دو، مثل انتخاب بین یک شمشیر سنگین و یک شمشیر سبک و چابک است و هر کدام برای صحنه ای خاص طراحی شدهاند!
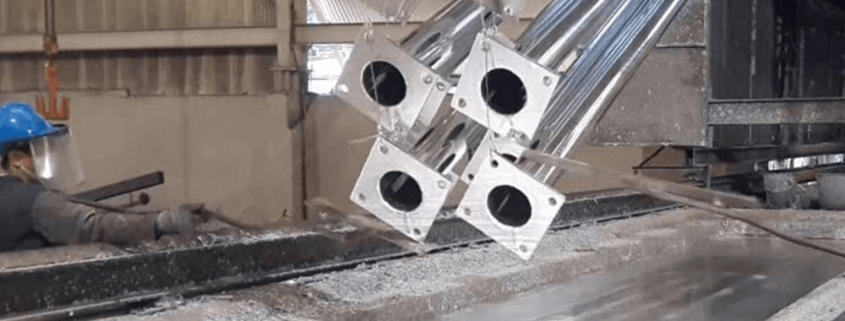
- آبکاری گالوانیزه گرم: مثل یک غول بیقرار، قطعات را در حمامی از روی مذاب (با دمایی نزدیک به ۴۵۰ درجه سانتیگراد) غوطه ور میکند و لایهای ضخیم و بینقص ایجاد میکند که برای پروژههای سنگین و سازههای بزرگ مثل پل ها و تیر های برق فلزی ایدهآل است.
گالوانیزه سرد و گالوانیزه گرم: نبرد غولها!
در این جدول برخی ویژگیهای مهم از جمله ضخامت آبکاری گالوانیزه مورد بررسی قرار میگیرد:
| ویژگیها | آبکاری گالوانیزه سرد | آبکاری گالوانیزه گرم |
| روش اجرا | فرآیند الکتروشیمیایی با جریان برق | غوطهور کردن قطعه در مذاب روی |
| دمای فرایند | دمای پایین (۲۰ تا ۳۰ درجه سانتیگراد) | دمای بالا (حدود ۴۵۰ درجه سانتیگراد) |
| ضخامت پوشش | ۱۵ تا ۲۰ میکرون | ۷۰ تا ۲۰۰ میکرون |
| مقاومت در برابر خوردگی | متوسط، قابل افزایش با کروماته کردن | بسیار بالا به دلیل ضخامت زیاد پوشش |
| رنگ پذیری | امکان ایجاد طیفهای مختلف با کروماته | معمولاً خاکستری و مات |
| کاربردها | صنایع خودروسازی، نظامی، ابزارآلات دقیق | دکلهای برق، سازههای فلزی بزرگ، قطعات دریایی |


 آبکاری گالوانیزه سرد چیست؟
آبکاری گالوانیزه سرد چیست؟
آبکاری گالوانیزه سرد (Cold Galvanizing) یک فرآیند الکتروشیمیایی است که در آن لایهای از روی بر روی سطح فلزات (معمولاً فولاد یا آهن) قرار میگیرد. این لایه روی، به عنوان یک سد محافظ عمل میکند و از فلز پایه در برابر خوردگی و زنگ زدگی محافظت میکند. برخلاف گالوانیزه گرم که در آن قطعه درون حمام مذاب روی فرو برده میشود، در گالوانیزه سرد از روشهای الکترولیتی یا پوششهای حاوی روی استفاده میشود. بعد از اتمام آبکاری گالوانیزه سرد، یک جادوی رنگی در انتظار قطعه است!
مراحل اجرای آبکاری گالوانیزه سرد: از صفر تا صد!
فرآیند کلی اجرای آبکاری گالوانیزه تقریبا در تمامی کارگاه های آبکاری گالوانیزه همچون ما بصورت زیر انجام میپذیرد:
مرحله | توضیحات و مراحل اجرا | نکات تخصصی و کاربردی |
|---|---|---|
| ۱. آمادهسازی سطح | – تمیز کردن سطح قطعه از چربی، روغن و آلودگیها با استفاده از مواد شوینده قلیایی. | – از مواد شوینده غیرخورنده استفاده کنید. – پس از شستوشو، قطعه را با آب دیونیزه شستوشو دهید تا باقیمانده مواد شوینده کاملاً پاک شود. |
| – انجام عملیات سندبلاست یا سمبادهزنی برای ایجاد سطحی زبر و یکنواخت. | – از ذرات ساینده مناسب (مانند اکسید آلومینیوم) استفاده کنید. – فشار هوا و زاویه پاشش را تنظیم کنید تا سطح قطعه بهطور یکنواخت زبر شود. | |
| – چربیزدایی الکترولیتی با استفاده از محلول قلیایی و جریان الکتریکی. | – از جریان مستقیم (DC) با دانسیته جریان مناسب استفاده کنید. – زمان چربیزدایی را بر اساس اندازه و جنس قطعه تنظیم کنید. | |
| ۲. اسیدشویی | – قرار دادن قطعه در محلول اسید سولفوریک یا هیدروکلریک رقیق برای حذف اکسیدهای سطحی. | – غلظت اسید و زمان اسیدشویی را بهدقت کنترل کنید. – پس از اسیدشویی، قطعه را با آب دیونیزه شستوشو دهید. |
| ۳. آبکاری روی | – استفاده از حمام الکترولیتی حاوی روی سولفات، روی کلرید و اسید بوریک. | – pH حمام را بین ۴.۵ تا ۵.۵ نگه دارید. – دمای حمام را بین ۲۰ تا ۳۰ درجه سانتیگراد تنظیم کنید. – دانسیته جریان را بین ۱ تا ۳ A/dm² تنظیم کنید. – همزن مناسب برای جلوگیری از تشکیل حفرههای هوا روی سطح قطعه. |
| – اعمال جریان الکتریکی برای تشکیل لایه روی بر سطح قطعه. | – زمان آبکاری را بر اساس ضخامت مورد نیاز تنظیم کنید. – از آندهای روی خالص استفاده کنید تا آلودگی حمام به حداقل برسد. | |
| ۴. شستوشو پس از روی | – شستوشو قطعه با آب دیونیزه برای حذف باقیماندههای الکترولیت روی. | – از آب با کیفیت بالا استفاده کنید. – زمان شستوشو را به اندازهای طولانی کنید که تمام مواد شیمیایی پاک شوند. |
| ۵. کروماته کردن | – قرار دادن قطعه در محلول کرومات برای ایجاد لایه محافظ و رنگدهی. | – غلظت محلول کرومات و زمان قرارگیری را بهدقت کنترل کنید. – برای رنگهای مختلف (زرد، سبز زیتونی، آبی، مشکی) از فرمولاسیونهای متفاوت استفاده کنید. |
| ۶. شستوشو نهایی | – شستوشو قطعه با آب دیونیزه برای حذف باقیماندههای محلول کرومات. | – از آب با کیفیت بالا استفاده کنید. – زمان شستوشو را به اندازهای طولانی کنید که تمام مواد شیمیایی پاک شوند. |
| ۷. خشککردن | – خشککردن قطعه با هوای فشرده تمیز یا در کوره در دمای پایین. | – از هوای فشرده بدون روغن و رطوبت استفاده کنید. – اگر از کوره استفاده میکنید، دما را زیر ۱۰۰ درجه سانتیگراد نگه دارید. |
| ۸. بازرسی نهایی | – بررسی کیفیت لایه روی و کروماته از نظر ضخامت، چسبندگی، یکنواختی و ظاهر. | – از روشهای تست مانند تست چسبندگی (Tape Test)، اندازهگیری ضخامت (Thickness Gauge) و بازرسی بصری استفاده کنید. – در صورت وجود نقص، قطعه را دوباره پردازش کنید. |


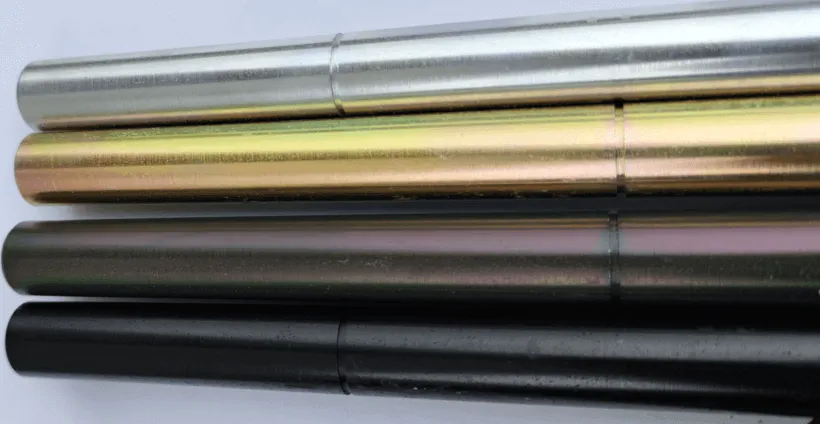
کروماته روی: افزایش مقاومت به خوردگی و سایش و همچنین ایجاد طیف های رنگی
طی فرآیندی به نام کروماته روی، این لایهی محافظ میتواند لباس تازهای به تن کند و درخشش خیرهکنندهای به خود بگیرد. از رنگ زرد (قوس قزح = هفت رنگ) گرفته تا سبز زیتونی زیبا، از آبی (سفید) درخشان تا مشکی قدرتمند، هر رنگ نهتنها جلوهای خاص به قطعه میبخشد، بلکه مثل یک سپر نامرئی، مقاومت آن را در برابر خوردگی چندین برابر میکند. آبکاری فلزات گالوانیزه یعنی ترکیبی از زیبایی و دوام، دقیقاً همان چیزی که هر صنعتگری به دنبالش است!
نوع کروماته | دما (°C) | زمان غوطهوری (ثانیه) | PH محلول | تنظیم PH | رنگ محلول | ویژگیها و کاربردها |
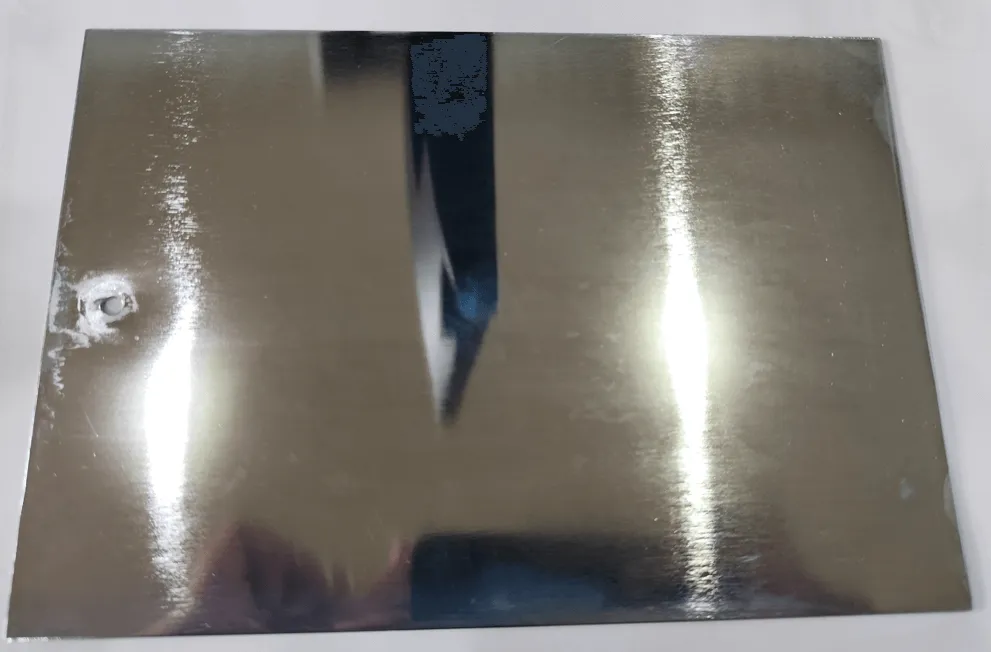
| کروماته آبی (سفید) | محیط | ۵ تا ۸ | – | – | شفاف | مقاومت متوسط در برابر خوردگی – قطعات گالوانیزه عمومی صنعت |
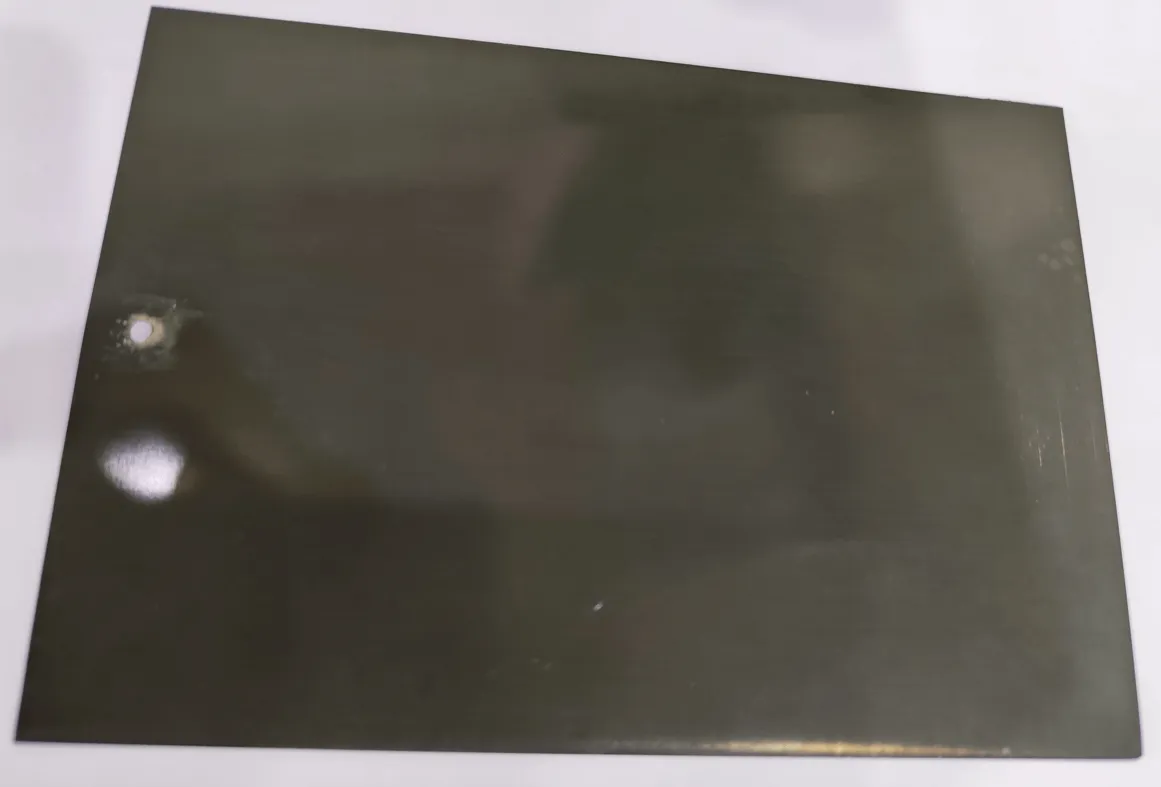
| کروماته مشکی | ۳۰-۳۵ | ۲۰-۹۰ | ۱-۱.۵ | اسید سولفوریک یا سود سوزآور | مشکی | مقاومت بالا در برابر سایش و خوردگی- قطعات خودرویی، نظامی و صنعتی |
| کروماته زرد | محیط | ۶ تا ۵۰ | – | – | قهوه ای باز | افزایش مقاومت خوردگی – قطعات الکترونیکی، مخابرات، دکوراتیو |
| کروماته سبز زیتونی | محیط | ۱۵ تا ۴۰ | ۱-۲.۱ | اسید سولفوریک یا سود سوزآور | زرد مایل به قرمز | پوشش با مقاومت بالا – قطعات نظامی، صنایع سنگین، تجهیزات فضای باز |
 نحوه کنترل PH و دما در کروماته کردن
نحوه کنترل PH و دما در کروماته کردن
PH و دما دو عامل بسیار مهم در کیفیت و دوام پوشش کروماته هستند. تغییرات جزئی در این دو پارامتر میتوانند تأثیر قابلتوجهی بر رنگ، ضخامت و میزان چسبندگی لایه کروماته داشته باشند.
روشهای تنظیم PH در کروماته
- افزایش PH: استفاده از سود سوزآور (هیدروکسید سدیم) ۵۰ درصد که باید به آرامی و با رعایت نکات ایمنی به محلول اضافه شود.
- کاهش PH: با افزودن اسید سولفوریک رقیقشده با آب مقطر میتوان PH محلول را پایین آورد.
کنترل دما در فرآیند کروماته
- در کروماتههای دمای محیط، نیازی به گرمکردن محلول نیست.
- در کروماته قطعات دقیق خودرو که در دمای ۳۰ تا ۳۵ درجه سانتیگراد انجام میشوند، استفاده از حمامهای حرارتی با کنترل دقیق دما ضروری است.
- پایش دما با ترمومتر دیجیتال یا دماسنج صنعتی توصیه میشود.
مزایای آبکاری گالوانیزه سرد، هنری که فلزات را جاودان میکند
آبکاری گالوانیزه سرد، فناوریای است که با ترکیب علم و هنر، فلزات را در برابر دشمنان خود (خوردگی و زنگزدگی) محافظت میکند. این فرآیند نه تنها قطعات را مقاومتر میکند، بلکه به آنها زیبایی و تنوع رنگی میبخشد. اگر به دنبال یک راهحل مقرون به صرفه، سریع و کاربردی برای محافظت از قطعات فلزی هستید، آبکاری گالوانیزه سرد گزینهای است که نمیتوانید از کنار آن بگذرید. پس، آمادهاید تا قطعات خود را به یک شاهکار جاودان تبدیل کنید؟ با آبکاری گالوانیزه سرد، این امکان در دستان شماست! مزایای فوق العاده آبکاری گالوانیزه سرد شال موارد زیر می شود:
- انعطافپذیری بالا: میتوانید قطعات با اشکال پیچیده را بهراحتی گالوانیزه کنید.
- هزینه کمتر: نسبت به گالوانیزه گرم، هزینه های اجرا و نگهداری پایین تر است.
- امکان کروماته شدن: بعد از گالوانیزه سرد، میت وانید قطعه را کروماته کنید و به رنگ های جذابی مانند زرد، سبز زیتونی، آبی و مشکی در آورید.
- مقاومت عالی: رنگ های مشکی و سبز زیتونی مقاومتی فوق العاده در برابر خوردگی و سایش دارند و برای کاربردهای نظامی و صنعتی ایده آل هستند
 آب کاری گالوانیزه گرم چیست؟
آب کاری گالوانیزه گرم چیست؟
گالوانیزه گرم (Hot-Dip Galvanizing) یک فرآیند قدیمی اما فوقالعاده مؤثر است که در آن قطعات فولادی یا آهنی را درون حمام مذاب روی (با دمای حدود ۴۵۰ درجه سانتیگراد) فرو میبرند. نتیجه؟ یک لایه محکم و یکنواخت از روی که به سطح فلز میچسبد و آن را در برابر خوردگی، زنگزدگی و حتی سایش مقاوم میکند. این روش بهویژه برای سازههای بزرگ مثل دکلها، پلها، تیرهای برق و قطعات صنعتی سنگین ایدهآل است.
مراحل اجرای آبکاری گالوانیزه گرم: از صفر تا صد!
در جدول زیر، مراحل اجرای آبکاری گالوانیزه گرم را به همراه نکات تخصصی و کاربردی آورده ایم. این مراحل به شما کمک میکنند تا فرآیند را به صورت حرفه ای و بدون خطا انجام دهید.
مرحله | توضیحات و مراحل اجرا | نکات تخصصی و کاربردی |
|---|---|---|
| ۱. آماده سازی سطح | – تمیز کردن سطح قطعه از چربی، روغن و آلودگی ها با استفاده از مواد شوینده قلیایی. | – از مواد شوینده غیر خورنده استفاده کنید. – پس از شستوشو، قطعه را با آب دیونیزه شست و شو دهید تا باقی مانده مواد شوینده کاملاً پاک شود. |
| – انجام عملیات سندبلاست یا سمباده زنی برای ایجاد سطحی زبر و یکنواخت. | – از ذرات ساینده مناسب (مانند اکسید آلومینیوم) استفاده کنید. – فشار هوا و زاویه پاشش را تنظیم کنید تا سطح قطعه بهطور یکنواخت زبر شود. | |
| – چربیزدایی الکترولیتی با استفاده از محلول قلیایی و جریان الکتریکی. | – از جریان مستقیم (DC) با دانسیته جریان مناسب استفاده کنید. – زمان چربیزدایی را بر اساس اندازه و جنس قطعه تنظیم کنید. | |
| ۲. اسیدشویی | – قرار دادن قطعه در محلول اسید کلریدریک رقیق برای حذف اکسیدهای سطحی و زنگزدگی. | – غلظت اسید و زمان اسید شویی را به دقت کنترل کنید. – پس از اسید شویی، قطعه را با آب دیونیزه شست و شو دهید. |
| ۳. فلاکس زدن | – قرار دادن قطعه در محلول فلاکس (معمولاً کلرید آمونیوم و کلرید روی) برای جلوگیری از اکسیداسیون. | – غلظت فلاکس و زمان قرارگیری را به دقت کنترل کنید. – پس از فلاکس زدن، قطعه را در دمای اتاق خشک کنید. |
| ۴. غوطه وری در روی مذاب | – فرو بردن قطعه در حمام مذاب روی با دمای حدود ۴۵۰ درجه سانتی گراد. | – دمای حمام را دقیقاً کنترل کنید. – زمان غوطه وری را بر اساس ضخامت قطعه و لایه مورد نیاز تنظیم کنید. – از همزن مناسب برای جلوگیری از تشکیل حفره های هوا روی سطح قطعه استفاده کنید. |
| ۵. خنک کردن | – خارج کردن قطعه از حمام و خنک کردن آن در آب یا هوای آزاد. | – سرعت خنک کردن را کنترل کنید تا از ترک خوردگی لایه روی جلوگیری شود. – از آب تمیز و بدون ناخالصی استفاده کنید. |
| ۶. بازرسی نهایی | – بررسی کیفیت لایه روی از نظر ضخامت، چسبندگی، یکنواختی و ظاهر. | – از روشهای تست مانند تست چسبندگی (Tape Test)، اندازهگیری ضخامت (Thickness Gauge) و بازرسی بصری استفاده کنید. – در صورت وجود نقص، قطعه را دوباره پردازش کنید. |
مزایای آبکاری گالوانیزه گرم:
- مقاومت فوق العاده: لایه روی ایجادشده در گالوانیزه گرم، تا ۱۰۰ سال هم میتواند از فلز محافظت کند!
- هزینههای پایین تر در بلندمدت: با توجه به دوام بالا، نیاز به تعمیر و نگهداری کم تری دارد.
- پوشش کامل: حتی قسمت های داخلی و سخت دسترس هم به طور کامل پوشش داده می شوند.
- زیبایی ظاهری: سطح فلز بعد از گالوانیزه گرم، ظاهری درخشان و جذاب پیدا می کند.


وان آبکاری گالوانیزه و اهمیت آن
یکی از اجزای کلیدی در کارگاههای آبکاری و شرکت های بزرگتر نظیر شرکت رنگین پوشش شیراز، وان آبکاری است. این وانها از جنسهای مختلفی مانند فولاد با روکش PVC، پلی پروپیلن، پلی اتیلن و گاهی اوقات فولاد ضد زنگ ساخته میشوند.
نقش وان در آبکاری گرم:
- حفظ دمای مذاب روی: در آبکاری گرم، وان حاوی مذاب روی با دمای بسیار بالا است. وان به عنوان یک ظرف عایق عمل کرده و دمای مذاب را ثابت نگه میدارد تا فرآیند پوششدهی به طور یکنواخت انجام شود.
- ایجاد تماس کامل قطعه با مذاب: شکل و ابعاد وان به گونهای طراحی میشود که قطعه فلزی به طور کامل در مذاب غوطهور شده و تمام سطوح آن با روی مذاب پوشیده شود.
- جلوگیری از اکسید شدن مذاب: جنس وان باید به گونهای باشد که با مذاب روی واکنش شیمیایی نداده و از اکسید شدن آن جلوگیری کند.
نقش وان در آبکاری سرد:
- حفظ محلول الکترولیت: وان در آبکاری سرد محلولی را در خود جای میدهد که حاوی یونهای فلزی مورد نظر (در اینجا روی) است. این محلول به عنوان محیطی برای انجام واکنشهای الکتروشیمیایی عمل میکند.
- ایجاد میدان الکتریکی یکنواخت: طراحی وان به گونهای است که میدان الکتریکی به طور یکنواخت در تمام نقاط محلول توزیع شود و در نتیجه پوششدهی به صورت یکنواخت انجام شود.
- جلوگیری از آلودگی محلول: جنس وان باید از موادی ساخته شود که با محلول الکترولیت واکنش نداده و باعث آلودگی آن نشود.

سوالات متداول در مورد آبکاری گالوانیزه
گالوانیزه سرد
۱. آیا آبکاری گالوانیزه سرد برای همه نوع فلزات مناسب است؟
عمدتاً برای فولاد و آهن استفاده می شود، اما برای برخی آلیاژها نیز قابل اجرا است.
۲. چه عواملی بر کیفیت نهایی آبکاری گالوانیزه سرد تأثیر می گذارند؟
کیفیت محلول الکترولیت، شدت جریان برق، مدتزمان فرآیند و آمادهسازی سطح.
۳. چگونه می توان مقاومت پوشش گالوانیزه سرد را افزایش داد؟
با استفاده از کروماته کردن، ضخامت مناسب پوشش و رعایت شرایط صحیح آبکاری.
۴. آیا پوشش آبکاری گالوانیزه سرد قابلیت رنگ آمیزی دارد؟
بله، اما باید از پرایمر مناسب برای چسبندگی بهتر رنگ استفاده شود.
۵.تفاوت اصلی بین آبکاری گالوانیزه سرد و گرم چیست؟
آبکاری سرد یک فرآیند الکتروشیمیایی است که در دمای پایین انجام می شود، درحالی که آبکاری گرم قطعات را در روی مذاب غوطه ور می کند و ضخامت بیشتری ایجاد می کند.
گالوانیزه گرم
۱. گالوانیزه گرم چطور از خوردگی جلوگیری میکند؟
با ایجاد لایه روی که هم سد فیزیکی است و هم خاصیت حفاظت کاتدی دارد.
۲. چه فلزاتی گالوانیزه میشوند؟
فولاد و آهن بیشترین کاربرد را دارند.
۳. دمای حمام روی چقدر است؟
بین ۴۴۰ تا ۴۶۰ درجه سانتیگراد.
۴. فلاکسزدن در آبکاری گالولنیزه گرم چه فایدهای دارد؟
سطح فلز را تمیز نگه میدارد و چسبندگی روی را افزایش میدهد.
۵. آیا آبکاری گالوانیزه گرم برای قطعات کوچک مناسب است؟
نه، بیشتر برای قطعات بزرگ و سنگین استفاده میشود.
برای اطلاع از بقیه خدمات ما کلیک کنید.




{kind=link}
{kind=link}
{kind=link}
{kind=link}