














آبکاری نیکل کروم




آبکاری کروم سخت (آبکاری هارد کروم)


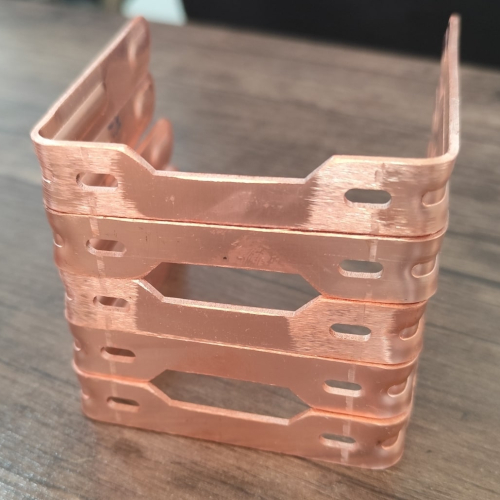
آبکاری مس




آبکاری گالوانیزه سرد


آبکاری فورتیک (الکتروفورتیک)




آبکاری قلع

آبکاری کروم


آبکاری نیکل
رنگ و ویژگیها:
آب کاری نیکل به قطعه یک پوشش براق و نقرهای میدهد که مقاومت چندانی در برابر خوردگی و سایش ندارد، اما پوششی بسیار زیبا و براق میباشد (معمولا بعد از آبکاری نیکل لایه ای از کروم نازک بر روی آن پوشش میدهند تا هم شاین خوبی داشته باشد و هم در اثر عوامل محیطی زیبایی و ظرافت خود را از دست ندهد). این نوع آبکاری در صنایع مختلف از جمله خودروسازی، ساخت تجهیزات الکترونیکی و تزئینات استفاده میشود.
مراحل انجام:
- تمیزکاری و چربیزدایی قطعه
- آمادهسازی محلول نیکل
- اعمال لایه نیکل با استفاده از جریان الکتریکی
- خشکسازی و تکمیل فرآیند
هزینه:
معمولاً یکی از انتخابهای رایج در صنعت بهخاطر صرفهجویی در هزینهها و زمان است.

آبکاری الکترولس نیکل
آبکاری الکترولس نیکل
رنگ و ویژگیها:
این پوشش لایهای یکنواخت و مقاوم بهدست میدهد که درخشندگی کمتری نسبت به آبکاری نیکل معمولی دارد. این روش بهویژه برای قطعات پیچیده یا قطعاتی با نیاز به ضخامت زیاد یکنواخت در تمامی نقاط، مناسب است.
مراحل انجام:
- آماده سازی سطح
- ایجاد پوشش نیکل با استفاده از واکنش های شیمیایی بدون نیاز به جریان الکتریکی
- پایان فرآیند با شستشو و خشک کردن
هزینه:
به دلیل استفاده از واکنش های شیمیایی و مواد شیمیایی وارداتی بسیار گران، این روش هزینه نسبتا زیادی دارد.

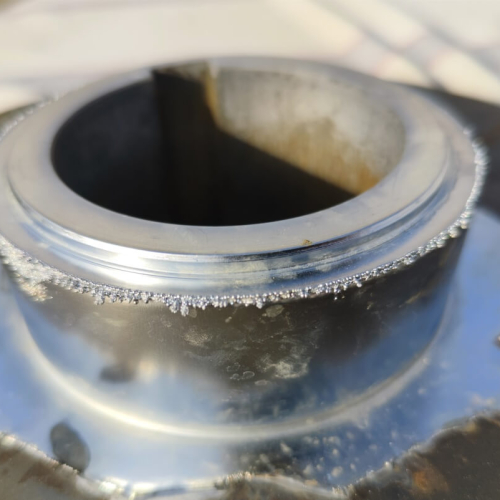
قطعه مورد آب کاری الکترولس نیکل قرار گرفته است
آبکاری طلا
آبکاری طلا
رنگ و ویژگیها:
آب کاری طلا به قطعه رنگ زرد یا طلایی میدهد که جلوهای لوکس و زیبا ایجاد میکند. این نوع آبکاری در صنایع الکترونیک، جواهرات و قطعات تزئینی کاربرد فراوان دارد.
مراحل انجام:
- تمیزکاری سطح قطعه
- اعمال لایه نیکل یا سایر فلزات پایه
- آبکاری طلا با استفاده از جریان الکتریکی
هزینه:
آب کاری طلا معمولاً هزینه بالایی دارد بهدلیل استفاده از فلز گرانبها و تجهیزات خاص.

آبکاری نقره
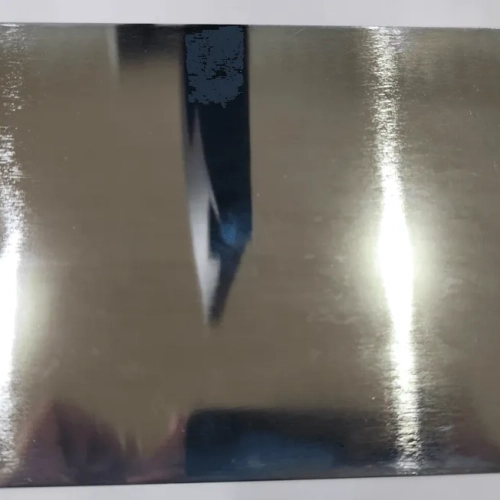
آب کاری نقره
رنگ و ویژگیها:
آب کاری نقره به قطعه رنگ نقرهای براق و زیبایی میدهد. این پوشش علاوه بر زیبایی ظاهری، به سطح قطعه مقاومت خوبی در برابر خوردگی و سایش میبخشد. از آنجایی که نقره خاصیت رسانایی بخصوصی دارد در از این روش عمدتاً در تجهیزات الکترونیکی، جواهرات، ظروف و لوازم تزئینی استفاده میشود.
مراحل انجام:
- تمیزکاری کامل سطح قطعه
- اعمال لایه نیکل به عنوان پایه
- آبکاری نقره با استفاده از جریان الکتریکی
- خشکسازی و پایان فرآیند
هزینه:
آب کاری نقره نسبت به طلا ارزان تر است، اما همچنان هزینه بالاتری نسبت به بسیاری از دیگر روشهای آبکاری دارد. این هزینه بهدلیل استفاده از فلز نقره و فرآیندهای خاص آبکاری آن است.

آبکاری کروماته
کروماته
رنگ و ویژگیها:
آب کاری کروماته معمولاً به رنگ زرد، مشکی، سبز یا آبی ایجاد میشود و یک پوشش بسیار مقاوم در برابر خوردگی و سایش ایجاد میکند. این روش عمدتاً برای قطعات فلزی که در معرض محیط های خورنده قرار دارند، مناسب است. این پوشش حتما باید بر پوششی از آب کاری گالوانیزه سرد اجرا شود و به تنهایی اجرا نمیشود.
مراحل انجام:
- تمیز کاری سطح
- اجرای آب کاری گالولنیزه سرد
- خشک کردن
- اعمال محلول کروماته روی سطح
- خشک کردن و تثبیت پوشش
هزینه:
هزینه این روش معمولاً نسبت به روشهای دیگر آنچنان هم بالا نیست. زیرا بر پوششی از گالوانیزه سرد ( ارزان ) اجرا میشود و فرآیند آن ساده و سریع انجام میشود.

آنادایز
آنادایز (Anodizing)
رنگ و ویژگیها:
آنودایزینگ به قطعه رنگهای متنوعی مانند خاکی، طلایی، قرمز، بنفش مشکی یا حتی آبی میدهد( تقریبا اجرای هر طیف رنگی روی قطعات در طی فرآیند آب کاری آنودایز ممکن است). این روش بهویژه برای قطعات آلومینیومی کاربرد دارد و باعث افزایش مقاومت سطحی در برابر خوردگی، سایش و آسیبهای محیطی میشود. همچنین، آنادایز لایهای غیرفلزی و بسیار مقاوم ایجاد میکند.
مراحل انجام:
- آمادهسازی سطح آلومینیوم
- اعمال جریان الکتریکی برای تشکیل لایه اکسید
- رنگآمیزی و خشکسازی در صورت نیاز
- تثبیت و پایان فرآیند
هزینه:
آنادایزینگ نسبت به سایر پوشش های فلزی دیگر هزینه مناسبی دارد و از این رو در صنایع مختلف آلومینیومی بهویژه در قطعات خودرو، ساختارهای ساختمانی و تجهیزات الکترونیکی بسیار استفاده میشود.
آلوداین
آلوداین (Alodine)
رنگ و ویژگیها:
آلوداین به قطعه رنگ طلایی یا زرد میدهد و لایهای مقاوم در برابر خوردگی ایجاد میکند. این روش معمولاً برای آلومینیوم و آلیاژهای آن به کار میرود و بهخصوص در صنایع هوافضا و نظامی اهمیت دارد.
مراحل انجام:
- تمیزکاری و چربیزدایی قطعه
- اعمال محلول آلوداین به سطح
- تثبیت و خشک کردن
هزینه:
هزینه این روش نسبت به آنادایزینگ کمی بالاتر است، اما بهخاطر ویژگیهای خاص، حفظ خاصیت رسانایی و همچنین مقاومت بسیار بالا، این هزینهها توجیهپذیر هستند.

آلوداین یا همان کروماته آلومینیوم
فسفاته
بلک اکساید
خدمات آب کاری روی چه سطوحی انجام میشود؟
آب کاری و پرداخت کاری معمولا روی فلزات انجام میشود، اما به این سطوح محدود نمیگردد. در ادامه انواع سطوحی که امکان پوششدهی فلزی آنها وجود دارد، آوردهایم.
- فلزات: فلزات آهنی مانند فولاد و فلزات غیرآهنی مانند آلومینیوم، مس و برنج اغلب پوششدهی فلزی میشوند تا مقاومت آنها در برابر خوردگی و سایش افزایش یافته و ظاهر آنها زیبا شود.
- پلاستیک: پلاستیکهای خاصی را میتوان پس از آمادهسازی سطح، پوششدهی فلزی کرد تا ظاهر آنها حالت فلزی به خود بگیرد.
- شیشه: زیرلایههای شیشهای هم میتوانند پوششدهی فلزی شوند. با استفاده از این روش، میتوان پوششهای فلزی تزئینی روی سطوح شیشه ایجاد کرد.
- سرامیک: با عملیات سطحی مناسب، سرامیکها را هم میتوان پوششدهی فلزی کرد و روی آنها یک لایه پوشش فلزی کشید.
مناسببودن یک بستر برای پوششدهی فلزی به عواملی مانند رسانایی، انرژی سطحی و کاربرد مورد نظر بستگی دارد.
مزایای ابکاری
- مقاومت بالا در برابر خوردگی: پوششدهی فلزی سطوح، محافظی در برابر عوامل خورنده فراهم میکند.
- افزایش استحکام: پوشش فلزی میتواند سختی و استحکام سطح را بهبود بخشد.
- زیبایی و براقیت: این روش به سطح، ظاهری درخشان و جذاب میبخشد.
- مقاومت در برابر سایش: از سایش و آسیبهای فیزیکی جلوگیری میکند.
- افزایش عمر مفید: لایه فلز، طول عمر قطعات را با محافظت در برابر آسیبها افزایش میدهد.
- بهبود هدایت الکتریکی: برخی پوششها، مانند نقره، هدایت الکتریکی را بهبود میدهند.

ضخامت آب کاری چیست و چرا مهم است؟
ضخامت آبکاری به مقدار لایه فلزی که روی سطح جسم قرار میگیرد، اطلاق میشود و این ویژگی نقش بسیار مهمی در عملکرد و دوام پوششدهی فلزی دارد.
سطح را ضخامت کافی میتواند از خوردگی، سایش و دیگر آسیبهای فیزیکی محافظت کند، درحالیکه ضخامت کم ممکن است پوشش را ضعیف و آسیبپذیر کند. علاوهبر این، ضخامت پوششدهی فلزی بر ویژگیهای ظاهری سطح، مانند درخشندگی و رنگ آن تأثیر دارد.
در برخی کاربردها، ضخامت بیشتر پوششدهی فلزی برای افزایش مقاومت به سایش و عمر طولانیتر مورد نیاز است، درحالیکه در موارد دیگر ممکن است ضخامت کم برای حفظ ویژگیهای خاص، مورد نظر باشد.

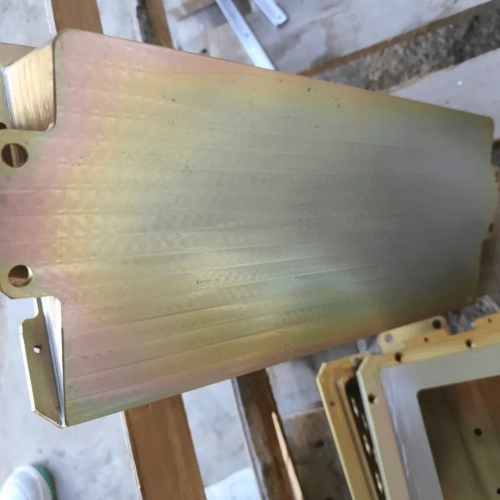
آبکاری گالوانیزه سرد بر روی قطعه صورت گرفته و پس از آن کروماته شده است
چرا آب کاری و پرداخت کاری رنگین پوشش شیراز؟
- تجربه و تخصص بالا: با بیش از ۳۶ سال فعالیت در حوزه آبکاری و پوششهای فلزی، این شرکت دارای دانش فنی پیشرفته و تجربیات غنی در صنایع مختلف است.
- تنوع خدمات: ارائه انواع پوششدهیهای فلزی تخصصی مانند نیکل کروم، هارد کروم، گالوانیزه، مس، طلا و نقره، همچنین پوششهای رنگ کورهای و الکتروفورتیک با کیفیت بالا.
- کیفیت بالا و استانداردها: پیروی از استانداردهای بینالمللی مانند ASTM و AS/NZS در فرآیندهای گالوانیزه و الکتروفورتیک، که تضمینکننده کیفیت و مقاومت بالای پوششها در برابر سایش و خوردگی است.
- امکانات و زیرساختهای پیشرفته: برخورداری از ماشینآلات و تجهیزات بهروز برای ارائه خدمات با کیفیت در مقیاس بزرگ و سفارشی.
- خدمات صنعتی و تزئینی: انجام آبکاری برای صنایع حساس مانند نفت، گاز، پتروشیمی، مخابرات، و همچنین خدمات تزئینی برای قطعات خودرو و سایر محصولات.
- نیروی انسانی ماهر: استخدام و آموزش نیروهای متخصص با تمرکز بر توانمندسازی و ایجاد اشتغال در جامعه.












