چرخ دنده ها تحت پوششش نیکل الکترولس قرار گرفته اند.
آبکاری الکترولس نیکل فسفر
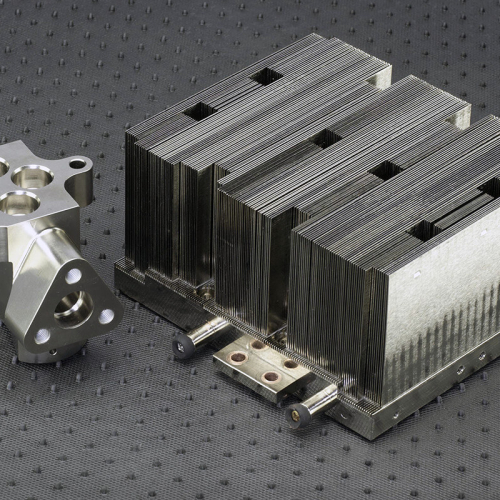
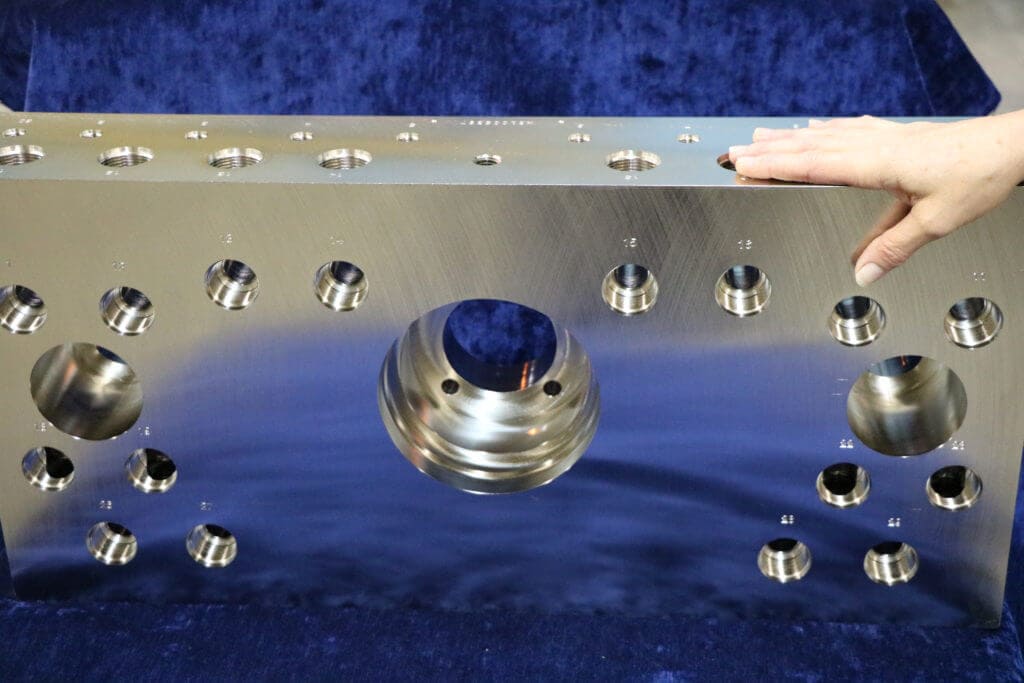
قطعه پس از آبکاری الکترولس نیکل فسفر
چرخ دنده ها تحت پوششش نیکل الکترولس قرار گرفته اند.
آبکاری نیکل به روش الکترولس چیست و چگونه انجام میشود؟
آبکاری نیکل به روش الکترولس یک فرآیند شیمیایی است که در آن یونهای نیکل از طریق واکنشهای شیمیایی بهطور یکنواخت روی سطح فلز رسوب میکنند. برخلاف روشهای سنتی آبکاری که نیاز به الکتریسیته دارند، این فرآیند بهصورت اتوکاتالیستی انجام میشود و نیازی به جریان الکتریکی ندارد.
مراحل اجرای گام به گام نیکل الکترولس
مرحله
عنوان مرحله
نکات فنی مهم
اشتباهات رایج
۱
تمیزکاری اولیه (دگریزینگ)
استفاده از محلولهای قلیایی با pH مناسب و دمای کنترلشده برای حذف کامل چربیها و روغنهای صنعتی.
استفاده از شوینده ضعیف یا بدون کنترل دما که باعث باقیماندن چربی و افت چسبندگی پوشش میشود.
۲
شستشو با آب خالص
ترجیحاً از آب DI با هدایت الکتریکی پایین استفاده شود تا هیچ یون مزاحمی وارد مرحله بعدی نشود.
استفاده از آب شهری که دارای املاح و یونهای مزاحم است و میتواند کیفیت پوشش را تحتتأثیر قرار دهد.
۳
اسید شویی (Pickling)
زمان تماس قطعه با اسید باید کنترلشده باشد تا به فلز پایه آسیب نرسد؛ همچنین اسید باید تازه و فعال باشد.
نگهداشتن قطعه بیش از حد در اسید که باعث خوردگی بیش از اندازه یا تخریب سطح میشود.
۴
شستشوی مجدد با آب خالص
حذف کامل باقیمانده اسید با شستشوی فوری و دقیق.
عدم شستشو یا شستشوی ناقص که منجر به واکنش ناخواسته اسید در مرحله آبکاری میشود.
۵
فعالسازی سطح
برای فلزات خاص مانند آلومینیوم، پیشآمادهسازیهای خاص مانند اچکاری و سپس فعالسازی با پالادیوم لازم است.
استفاده اشتباه از کاتالیستها یا فعالسازی ناکامل که مانع شروع رسوب نیکل میشود.
۶
شستشو پس از فعالسازی
آبکشی ملایم و بدون جریان شدید که باعث جدا شدن لایه فعال از سطح نشود.
شستشوی خشن یا استفاده از آب ناخالص که باعث حذف نقاط فعال از سطح میشود.
۷
غوطهوری در محلول نیکل الکترولس
قبل از ورود قطعه به وان باید دمای وان و غلظت مواد بهطور دقیق بررسی شود. حرکت آرام قطعه برای جلوگیری از حبابزایی نیز توصیه میشود.
ورود قطعه سرد یا آلوده به وان که باعث ایجاد نقاط مرده یا پوشش ناهموار میشود.
۸
کنترل دما (۸۵-۹۲ درجه)
استفاده از گرمکنهای دقیق و ترمومترهای کالیبرهشده الزامی است؛ افزایش یا کاهش ناگهانی دما میتواند موجب ناپایداری محلول شود.
کنترل نکردن دما یا نوسان زیاد دمای وان که منجر به کاهش نرخ پوششدهی یا تجزیه محلول میشود.
۹
کنترل PH محلول (۴.۶–۵.۲)
PH به کمک بافرهای خاص و در فواصل منظم باید کنترل شود؛ حتی تغییرات جزئی در PH میتواند روی کیفیت نهایی تأثیرگذار باشد.
عدم تنظیم pH و غفلت از تغییرات تدریجی آن که منجر به رسوب ناقص یا پوشش شکننده میشود.
۱۰
مدت زمان آبکاری (۳۰-۹۰ دقیقه)
باید براساس ضخامت هدف، دما و PH محلول محاسبه شود. معمولاً هر ۱ ساعت، حدود ۲۰ تا ۲۵ میکرون ضخامت ایجاد می شود.
نگهداشتن بیش از حد قطعه در محلول که باعث ایجاد پوشش پودری و شکننده میشود یا کاهش خواص مکانیکی آن.
۱۱
شستشوی نهایی با آب خالص
استفاده از آب با هدایت پایین برای جلوگیری از لکههای شیمیایی و یونهای باقیمانده روی سطح.
استفاده از آب سخت که باعث ایجاد لکههای سفید و رسوبات معدنی روی سطح آبکاریشده میشود.
۱۲
خشککردن قطعه
خشککردن باید سریع و یکنواخت انجام شود تا قطرات آب باعث لکه یا خوردگی موضعی نشوند. آون با دمای ۶۰–۸۰ درجه گزینه مناسبی است.
خشککردن با هوا یا تأخیر در خشککردن که منجر به لکهدار شدن یا اکسید شدن سطح میشود.
۱۳
بازرسی و تست نهایی
ضخامتسنجی دقیق (با روش XRF یا Eddy current)، تست چسبندگی (Cross-cut)، و بررسی ظاهری برای تأیید کیفیت نهایی الزامی است.
نادیده گرفتن تستهای کنترل کیفیت که باعث عبور قطعات معیوب و غیر استاندارد به خط تولید میشود.
مرحله
عنوان مرحله
نکات فنی مهم
۱
تمیزکاری اولیه (دگریزینگ)
استفاده از محلولهای قلیایی با pH مناسب و دمای کنترلشده برای حذف کامل چربیها و روغنهای صنعتی.
۲
شستشو با آب خالص
ترجیحاً از آب DI با هدایت الکتریکی پایین استفاده شود تا هیچ یون مزاحمی وارد مرحله بعدی نشود.
۳
اسید شویی (Pickling)
زمان تماس قطعه با اسید باید کنترلشده باشد تا به فلز پایه آسیب نرسد؛ همچنین اسید باید تازه و فعال باشد.
۴
شستشوی مجدد با آب خالص
حذف کامل باقیمانده اسید با شستشوی فوری و دقیق.
۵
فعالسازی سطح
برای فلزات خاص مانند آلومینیوم، پیشآمادهسازیهای خاص مانند اچکاری و سپس فعالسازی با پالادیوم لازم است.
۶
شستشو پس از فعالسازی
آبکشی ملایم و بدون جریان شدید که باعث جدا شدن لایه فعال از سطح نشود.
۷
غوطهوری در محلول نیکل الکترولس
قبل از ورود قطعه به وان باید دمای وان و غلظت مواد بهطور دقیق بررسی شود. حرکت آرام قطعه برای جلوگیری از حبابزایی نیز توصیه میشود.
۸
کنترل دما (۸۵-۹۲ درجه)
استفاده از گرمکنهای دقیق و ترمومترهای کالیبرهشده الزامی است؛ افزایش یا کاهش ناگهانی دما میتواند موجب ناپایداری محلول شود.
۹
کنترل PH محلول (۴.۶–۵.۲)
PH به کمک بافرهای خاص و در فواصل منظم باید کنترل شود؛ حتی تغییرات جزئی در PH میتواند روی کیفیت نهایی تأثیرگذار باشد.
۱۰
مدت زمان آبکاری (۳۰-۹۰ دقیقه)
باید براساس ضخامت هدف، دما و PH محلول محاسبه شود. معمولاً هر ۱ ساعت، حدود ۲۰ تا ۲۵ میکرون ضخامت ایجاد می شود.
۱۱
شستشوی نهایی با آب خالص
استفاده از آب با هدایت پایین برای جلوگیری از لکههای شیمیایی و یونهای باقیمانده روی سطح.
۱۲
خشککردن قطعه
خشککردن باید سریع و یکنواخت انجام شود تا قطرات آب باعث لکه یا خوردگی موضعی نشوند. آون با دمای ۶۰–۸۰ درجه گزینه مناسبی است.
۱۳
بازرسی و تست نهایی
ضخامتسنجی دقیق (با روش XRF یا Eddy current)، تست چسبندگی (Cross-cut)، و بررسی ظاهری برای تأیید کیفیت نهایی الزامی است.
قطعه مورد آبکاری الکترولس نیکل قرار گرفته است
چالشها و راهحلهای آبکاری الکترولس نیکل
آبکاری الکترولس نیکل (ENP) به دلیل ویژگیهایی مانند یکنواختی پوشش و مقاومت به خوردگی، در صنایع مختلف کاربرد دارد. با این حال، این فرآیند با چالشهایی مواجه است که میتوانند کیفیت پوشش و کارایی فرآیند را تحت تأثیر قرار دهند. جدول زیر چالشهای اصلی و راهحلهای کاربردی برای آنها را ارائه میدهد.
چالش
توضیح
راهحل
ناپایداری حمام آبکاری
تغییرات در pH، دما یا غلظت مواد شیمیایی باعث تجزیه حمام و کاهش عمر آن میشود.
استفاده از سیستمهای کنترل خودکار pH و دما، افزودن تثبیتکنندهها و فیلتراسیون منظم حمام.
رسوب غیر یکنواخت
پوشش روی سطوح پیچیده یا گوشهها بهصورت غیریکنواخت تشکیل میشود.
بهینهسازی طراحی قطعات برای جریان یکنواخت محلول، استفاده از همزنهای مکانیکی یا اولتراسونیک.
کاهش مقاومت به خوردگی
وجود ناخالصیها یا درصد نامناسب فسفر میتواند مقاومت به خوردگی را کاهش دهد.
کنترل دقیق درصد فسفر (۸-۱۲% برای مقاومت بالا)، تصفیه حمام برای حذف ناخالصیها.
تشکیل حفرهها (Pitting)
حفرههای میکروسکوپی روی سطح پوشش به دلیل گازهای محبوس یا آلودگی ایجاد میشود.
تمیزکاری دقیق سطح قبل از آبکاری، استفاده از افزودنیهای ضدحفره و کاهش سرعت رسوب.
هزینههای بالای مواد شیمیایی
مواد شیمیایی باکیفیت برای حمام آبکاری گران هستند.
بازیافت محلولهای استفادهشده، استفاده از حمامهای با غلظت بهینه و کاهش هدررفت.
کاهش سختی پوشش
پوششهای پرفسفر سختی کمتری دارند که برای برخی کاربردها مناسب نیست.
اعمال عملیات حرارتی (۳۰۰-۴۰۰ درجه سانتیگراد) برای افزایش سختی، تنظیم حمام برای پوشش کمفسفر.
آلودگی زیستمحیطی
پسابهای حاوی نیکل و فسفر میتوانند به محیط زیست آسیب برسانند.
استفاده از سیستمهای تصفیه پساب، بازیافت مواد شیمیایی و رعایت استانداردهای زیستمحیطی.
چسبندگی ضعیف پوشش
عدم چسبندگی مناسب به زیرلایه به دلیل آمادهسازی ناکافی سطح.
تمیزکاری کامل (چربیزدایی، اسیدشویی)، فعالسازی سطح با کاتالیستهای مناسب.
تجمع رسوبات ناخواسته
رسوب نیکل در دیوارههای مخزن یا تجهیزات باعث کاهش کارایی میشود.
استفاده از مخازن با پوشش مقاوم، فیلتراسیون مداوم و تمیزکاری دورهای تجهیزات.
تغییرات خواص مغناطیسی
پوششهای با فسفر بالا غیرمغناطیسی هستند که ممکن است برای برخی کاربردها نامناسب باشد.
تنظیم درصد فسفر (۱-۴% برای خاصیت مغناطیسی)، آزمایش خواص مغناطیسی قبل از تولید انبوه.
طولانی بودن زمان فرآیند
سرعت رسوب پایین در برخی حمامها زمان تولید را افزایش میدهد.
افزایش دما (تا ۹۰ درجه سانتیگراد) و بهینهسازی غلظت احیاکنندهها (مانند هیپوفسفیت).
حساسیت به آلودگیهای فلزی
ورود فلزات سنگین (مانند مس یا آهن) به حمام کیفیت پوشش را کاهش میدهد.
استفاده از مواد شیمیایی خالص، فیلتراسیون مداوم و آزمایش دورهای حمام.
ترکخوردگی پوشش
تنشهای داخلی در پوششهای ضخیم منجر به ترک میشود.
کنترل ضخامت پوشش (کمتر از ۵۰ میکرون)، افزودن مواد کاهشدهنده تنش.
پیچیدگی در آبکاری سطوح غیرفلزی
سطوح پلاستیکی یا سرامیکی نیاز به آمادهسازی ویژه دارند.
استفاده از فرآیندهای فعالسازی سطح (مانند پالادیوم)، بهینهسازی حمام برای چسبندگی.
نکات کاربردی
نظارت مستمر: استفاده از حسگرهای pH، دما و غلظت برای کنترل فرآیند.
آموزش اپراتورها: آگاهی از تأثیر پارامترها بر کیفیت پوشش برای کاهش خطاها.
آزمایشهای دورهای: بررسی خواص پوشش (سختی، چسبندگی، مقاومت به خوردگی) برای اطمینان از کیفیت.
طراحی حمام: انتخاب ترکیب شیمیایی مناسب با توجه به کاربرد نهایی (مثلاً پوشش پرفسفر برای مقاومت به خوردگی).
این جدول بهعنوان راهنمایی جامع برای بهینهسازی فرآیند آبکاری الکترولس نیکل و رفع چالشهای رایج عمل میکند. با اجرای این راهحلها، میتوان کیفیت پوشش و کارایی فرآیند را بهطور قابل توجهی بهبود داد.
مزایای آبکاری الکترولس نیکل نسبت به آبکاری نیکل الکتریکی
آبکاری الکترولس نیکل (Electroless Nickel Plating) نسبت به آبکاری نیکل الکتریکی (Electroplating) مزایای متعددی دارد که آن را به گزینهای محبوب در صنایع مختلف تبدیل کرده است. در ادامه به برخی از این مزایا اشاره میشود:
اولین مزیت، یکنواختی پوشش است. در آبکاری الکترولس نیکل، به دلیل عدم نیاز به جریان الکتریکی، پوشش بهصورت یکنواخت حتی روی قطعات با هندسه پیچیده و سطوح غیرقابل دسترس اعمال میشود، در حالی که آبکاری الکتریکی ممکن است در نواحی با دسترسی کم، ضخامت غیریکنواخت ایجاد کند.
دوم، مقاومت به خوردگی بالاتر است. پوششهای الکترولس نیکل، بهویژه با درصد فسفر بالا، مقاومت عالی در برابر خوردگی و سایش ارائه میدهند. این ویژگی در صنایعی مانند هوافضا و نفت و گاز بسیار ارزشمند است.
سوم، قابلیت پوششدهی روی سطوح غیرهادی مانند پلاستیک و سرامیک از دیگر مزایای آبکاری الکترولس است، در حالی که آبکاری الکتریکی به سطوح هادی محدود است. این امکان کاربردهای گستردهتری را در صنایع الکترونیک فراهم میکند.
چهارم، فرآیند الکترولس نیکل نیازی به تجهیزات پیچیده الکتریکی ندارد، که هزینههای اولیه را کاهش میدهد. همچنین، حمام آبکاری الکترولس پایداری بیشتری دارد و نیاز به نگهداری کمتری نسبت به حمامهای الکتریکی دارد.
پنجم، انعطافپذیری در تنظیم خواص پوشش از طریق تغییر میزان فسفر، امکان ایجاد پوششهای با سختی، براقیت یا مقاومت شیمیایی متفاوت را فراهم میکند، در حالی که آبکاری الکتریکی گزینههای کمتری در این زمینه ارائه میدهد.
در نهایت، آبکاری الکترولس نیکل به دلیل دقت بالا و قابلیت کنترل ضخامت، برای کاربردهای دقیق مانند قطعات میکروالکترونیک مناسبتر است. این مزایا، آبکاری الکترولس نیکل را به گزینهای کارآمدتر و چندمنظورهتر نسبت به آبکاری الکتریکی تبدیل کرده است.
خواص استثنایی الکترولس نیکل؛ از سختی بالا تا مقاومت به خوردگی
آبکاری نیکل الکترولس، سطحی سخت، مقاوم و ضدسایش ایجاد میکند که در صنایع مختلف از قالبسازی گرفته تا صنایع نفت و گاز کاربرد دارد. با حرارتدهی پس از آبکاری، سختی این پوشش حتی به سطحی نزدیک به سرامیک میرسد!
پس از تمام پروسه پوشش دهی؛ نیکل الکترولس یک سطح مقاوم، یکنواخت و باکیفیت که بدون نیاز به برق، دوام و زیبایی را به ارمغان میآورد! آبکاری نیکل الکترولس، تکنیکی است که هم در علم و هم در صنعت، تحولی شگفتانگیز به شمار میآید!
ویژگیهای منحصربهفرد پوشش نیکل الکترولس:
یکنواختی بالا – پوششی کاملاً همگن روی سطوح پیچیده ایجاد میکند.
چسبندگی قوی – بهخوبی به فلزات مختلف میچسبد و از لایهبرداری جلوگیری میکند.
مقاومت بالا در برابر خوردگی و زنگزدگی – ایدهآل برای قطعاتی که در شرایط محیطی سخت قرار دارند.
افزایش سختی و دوام قطعات – استحکام بالای این پوشش، قطعات فلزی را مقاومتر میکند.
خاصیت روانکاری و ضدسایش – کاهش اصطکاک و افزایش عمر قطعات مکانیکی.
قطعه مورد آبکاری الکترولس نیکل قرار گرفته است
مقایسه آبکاری الکترولس نیکل با روشهای دیگر آبکاری نیکل
روشهای مختلفی برای آبکاری نیکل وجود دارد، اما آبکاری نیکل الکترولس در بسیاری از موارد برتری دارد. در جدول زیر تفاوتهای این روش با سایر روشهای آبکاری نیکل را مشاهده میکنید:
ویژگیها
آبکاری الکترولس نیکل
آبکاری نیکل الکتریکی
آبکاری نیکل-کروم
یکنواختی پوشش
بسیار بالا
وابسته به توزیع جریان الکتریکی
یکنواختی کم در لبهها
مقاومت در برابر خوردگی
بسیار بالا
خوب
متوسط
نیاز به جریان الکتریکی
ندارد
دارد
دارد
چسبندگی به فلزات مختلف
عالی
کمتر از الکترولس
متوسط
قابلیت کنترل ضخامت پوشش
بله
کنترل دشوار
بله
مقاومت به سایش و اصطکاک
بالا
متوسط
بسیار بالا
نتیجهگیری: اگر به دنبال پوششی یکنواخت، مقاوم و بادوام هستید که بدون نیاز به الکتریسیته اجرا شود، آبکاری الکترولس نیکل بهترین انتخاب است.
کاربردهای گسترده خدمات الکترولس نیکل | این روش برای چه صنایعی مناسب است؟
به دلیل خواص منحصربهفرد پوشش نیکل الکترولس، این روش در صنایع مختلفی مورد استفاده قرار میگیرد:
صنایع خودروسازی: پوششدهی قطعاتی مانند میللنگ، دندهها، محورها و سیستمهای ترمز برای افزایش مقاومت در برابر سایش و خوردگی.
صنایع هوافضا: استفاده در قطعات حساس به دلیل چسبندگی و یکنواختی عالی پوشش.
صنایع پزشکی: پوششدهی تجهیزات جراحی، پروتزها و ابزارهای پزشکی برای جلوگیری از خوردگی و افزایش طول عمر آنها.
صنایع الکترونیکی: استفاده در بردهای الکتریکی، کانکتورها و قطعات نیمههادی به دلیل هدایت الکتریکی بالا.
ماشینآلات صنعتی: محافظت از قطعات مکانیکی و صنعتی در برابر سایش و اصطکاک بالا.
قطعه پس از آبکاری الکترولس نیکل
تأثیر دما و pH بر کیفیت پوشش الکترولس نیکل
آبکاری الکترولس نیکل (ENP) به دلیل توانایی ایجاد پوششهای یکنواخت و مقاوم به خوردگی، در صنایع مختلف از جمله هوافضا، الکترونیک و خودروسازی کاربرد گستردهای دارد. کیفیت پوشش الکترولس نیکل به شدت تحت تأثیر پارامترهای فرآیند مانند دما و pH حمام آبکاری است. درک این عوامل برای بهینهسازی خواص پوشش، از جمله سختی، ضخامت، یکنواختی و مقاومت به خوردگی، حیاتی است.
نقش دما در کیفیت پوشش
دما یکی از مهمترین عوامل در فرآیند آبکاری الکترولس نیکل است، زیرا بر سرعت واکنش شیمیایی و نرخ رسوبگذاری نیکل تأثیر میگذارد. معمولاً دمای حمام بین ۸۰ تا ۹۵ درجه سانتیگراد تنظیم میشود. در دماهای پایینتر (زیر ۸۰ درجه)، سرعت رسوب کاهش مییابد، که ممکن است منجر به پوشش نازکتر و غیر یکنواخت شود. از سوی دیگر، دماهای بیش از حد بالا (بالاتر از ۹۵ درجه) میتواند باعث ناپایداری حمام، تجزیه مواد شیمیایی و تشکیل رسوبات ناخواسته شود.
دما همچنین بر درصد فسفر در پوشش تأثیر میگذارد. در دماهای پایینتر، محتوای فسفر بالاتر است که مقاومت به خوردگی را بهبود میبخشد، اما سختی پوشش کاهش مییابد. برعکس، دماهای بالاتر پوششهایی با فسفر کمتر و سختی بیشتر تولید میکنند. برای مثال، پوشش با ۱۰-۱۲% فسفر در دمای حدود ۸۵ درجه سانتیگراد، تعادل خوبی بین سختی و مقاومت به خوردگی ارائه میدهد. کنترل دقیق دما با استفاده از سیستمهای گرمایش و خنککننده برای دستیابی به نتایج قابل تکرار ضروری است.
نقش PH در کیفیت پوشش
pH حمام آبکاری نیز نقش کلیدی در کیفیت پوشش ایفا میکند. محدوده pH بهینه برای آبکاری الکترولس نیکل معمولاً بین ۴.۵ تا ۵.۵ است. در pH پایینتر (اسیدیتر)، سرعت رسوب افزایش مییابد، اما ممکن است باعث کاهش پایداری حمام و ایجاد پوششهایی با ساختار کریستالی نامنظم شود. در pH بالاتر (بازیتر)، سرعت رسوب کاهش یافته و احتمال رسوب مواد ناخواسته افزایش مییابد.
pH همچنین بر میزان فسفر در پوشش تأثیر میگذارد. در pH پایینتر، محتوای فسفر کاهش مییابد که منجر به پوششهای سختتر اما با مقاومت به خوردگی کمتر میشود. برعکس، pH بالاتر باعث افزایش فسفر و بهبود مقاومت به خوردگی میشود. برای مثال، در pH حدود ۵، پوششهای با ۸-۱۰% فسفر تولید میشوند که برای کاربردهای مقاوم به خوردگی ایدهآل هستند.
تعادل دما و PH
تعادل بین دما و pH برای دستیابی به پوشش با کیفیت بالا حیاتی است. تغییرات کوچک در این پارامترها میتواند تأثیرات قابل توجهی بر خواص پوشش داشته باشد. به عنوان مثال، افزایش همزمان دما و pH ممکن است باعث تسریع بیش از حد واکنش و کاهش عمر حمام شود. بنابراین، استفاده از سیستمهای کنترل خودکار pH و دما، مانند حسگرها و تنظیمکنندهها، برای حفظ ثبات فرآیند توصیه میشود.
نکات کاربردی
کنترل دقیق: از تجهیزات کالیبرهشده برای نظارت بر دما و pH استفاده کنید.
آزمایش دورهای: نمونهبرداری منظم از حمام برای تنظیم pH و جلوگیری از انحرافات ضروری است.
تنظیم برای کاربرد خاص: بسته به نیاز (سختی یا مقاومت به خوردگی)، دما و pH را بهینه کنید.
پایداری حمام: افزودنیهای شیمیایی مانند تثبیتکنندهها میتوانند به حفظ تعادل دما و pH کمک کنند.
در نهایت، بهینهسازی دما و pH نه تنها کیفیت پوشش الکترولس نیکل را بهبود میبخشد، بلکه کارایی فرآیند و کاهش هزینهها را نیز تضمین میکند. این عوامل باید با توجه به نیازهای خاص کاربرد نهایی تنظیم شوند.
نقش فسفر در بهبود خواص پوششهای الکترولس نیکل
آبکاری الکترولس نیکل (ENP) به دلیل ویژگیهای منحصربهفردش، از جمله مقاومت به خوردگی، سختی بالا و یکنواختی پوشش، در صنایع مختلف کاربرد گستردهای دارد. یکی از عوامل کلیدی که خواص این پوششها را تعیین میکند، میزان فسفر موجود در ساختار آنهاست. فسفر، که از طریق واکنشهای شیمیایی در حمام آبکاری به پوشش اضافه میشود، تأثیر عمیقی بر ویژگیهای مکانیکی، شیمیایی و ساختاری پوششهای الکترولس نیکل دارد.
تأثیر فسفر بر ساختار پوشش
میزان فسفر در پوششهای الکترولس نیکل معمولاً بین ۱ تا ۱۳ درصد وزنی متغیر است و به سه دسته کمفسفر (۱-۴%)، میانفسفر (۵-۹%) و پرفسفر (۱۰-۱۳%) تقسیم میشود. پوششهای کمفسفر دارای ساختار کریستالی با سختی بالا هستند، در حالی که پوششهای پرفسفر به دلیل ساختار آمورف (غیرکریستالی) مقاومت به خوردگی بهتری ارائه میدهند. این تفاوت ساختاری ناشی از حضور فسفر است که با افزایش غلظت، نظم کریستالی نیکل را کاهش میدهد و ساختار آمورف را تقویت میکند.
مقاومت به خوردگی
فسفر نقش مهمی در افزایش مقاومت به خوردگی پوششهای الکترولس نیکل ایفا میکند. پوششهای پرفسفر به دلیل ساختار آمورف و فقدان مرزهای دانهای، که نقاط ضعف در برابر خوردگی هستند، مقاومت بسیار بالایی در محیطهای اسیدی و قلیایی دارند. این ویژگی آنها را برای کاربرد در صنایع شیمیایی، نفت و گاز و محیطهای دریایی ایدهآل میکند. به عنوان مثال، پوشش با ۱۰-۱۲% فسفر در برابر اسیدهای رقیق مانند اسید سولفوریک مقاومت قابل توجهی نشان میدهد.
سختی و مقاومت به سایش
در مقابل، پوششهای کمفسفر به دلیل ساختار کریستالی، سختی بالاتری (تا ۶۰۰-۷۰۰ ویکرز) دارند که پس از عملیات حرارتی میتواند تا ۱۰۰۰ ویکرز افزایش یابد. این ویژگی برای کاربردهایی که نیاز به مقاومت در برابر سایش دارند، مانند ابزارهای برش یا قطعات خودرو، مناسب است. با افزایش فسفر، سختی کاهش مییابد، اما انعطافپذیری پوشش بهبود مییابد، که میتواند در کاهش ترکخوردگی تحت تنش مفید باشد.
تأثیر بر خواص مغناطیسی
فسفر همچنین بر خواص مغناطیسی پوشش تأثیر میگذارد. پوششهای کمفسفر خاصیت مغناطیسی قویتری دارند، در حالی که پوششهای پرفسفر به دلیل ساختار آمورف، غیرمغناطیسی یا کممغناطیس هستند. این ویژگی در صنایع الکترونیک، بهویژه برای قطعاتی که نیاز به حداقل تداخل مغناطیسی دارند، بسیار ارزشمند است.
کنترل میزان فسفر
میزان فسفر در پوشش به عواملی مانند pH، دما و ترکیب شیمیایی حمام بستگی دارد. حمامهای با pH پایینتر و دمای بالاتر معمولاً پوششهای کمفسفر تولید میکنند، در حالی که pH بالاتر و دمای پایینتر منجر به پوششهای پرفسفر میشود. استفاده از افزودنیهای شیمیایی و کنترل دقیق پارامترها برای دستیابی به درصد فسفر مورد نظر ضروری است.
نکات کاربردی
انتخاب فسفر بر اساس کاربرد: برای مقاومت به خوردگی، پوششهای پرفسفر و برای سختی بالا، پوششهای کمفسفر توصیه میشود.
عملیات حرارتی: برای افزایش سختی پوششهای پرفسفر، عملیات حرارتی در دمای ۳۰۰-۴۰۰ درجه سانتیگراد میتواند مؤثر باشد.
کنترل کیفیت: آزمایشهای منظم مانند طیفسنجی برای تعیین درصد فسفر ضروری است.
پایداری حمام: استفاده از تثبیتکنندهها برای حفظ غلظت فسفر در حمام توصیه میشود.
در نتیجه، فسفر بهعنوان یک عنصر کلیدی، امکان تنظیم خواص پوششهای الکترولس نیکل را برای کاربردهای متنوع فراهم میکند. انتخاب میزان فسفر مناسب، همراه با کنترل دقیق فرآیند، میتواند عملکرد پوشش را بهینه کرده و هزینههای تولید را کاهش دهد.
ضخامت در آبکاری الکترولس نیکل
در آبکاری الکترولس نیکل، ضخامت به معنی ضخامت لایه نشسته بر روی سطح پایه است که معمولاً بر حسب میکرون (µm) گزارش میشود. کنترل دقیق این ضخامت یکی از مهمترین عوامل در کیفیت، عملکرد و دوام پوشش محسوب میشود. اگر ضخامت خیلی کم باشد، پوشش قادر به محافظت کافی نخواهد بود؛ اگر خیلی زیاد شود، احتمال ترک خوردگی، پوستهریزی یا کاهش چسبندگی افزایش مییابد. ضخامت درست، نقطه تعادلی بین هزینه مواد، زمان فرایند و عملکرد نهایی قطعه است.
عوامل مؤثر بر ضخامت
چند پارامتر اصلی وجود دارند که ضخامت لایه را تعیین میکنند:
زمان غوطهوری (Immersion Time): هرچه قطعه بیشتر در حمام باقی بماند، ضخامت بیشتر خواهد شد، اما نرخ رسوب در زمان طولانی کاهش مییابد (کاهش راندمان)
دما: در دماهای مطلوب، واکنش واکنشدهندهها سرعت بیشتری دارد که منجر به افزایش نرخ رسوب میشود
غلیظی مواد فعال در حمام: غلظت ماده عامل تولیدکننده نیکل یا ماده کاهشدهنده تأثیر مستقیم بر نرخ رسوب دارد
pH محلول: pH نامناسب میتواند واکنش را کند یا متوقف کند
کاتالیزورها/پیشکاتالیزورها: نحوه فعالسازی سطح و تعادل آنها تأثیر زیادی بر یکنواختی و نرخ رسوب دارد
تداخل یونها یا ناخالصیها: یونهای مزاحم میتوانند رقابت کرده یا پوشش یکنواخت را مختل کنند
گاهی تغییر یک پارامتر کوچک در ترکیب الکترولیت یا دمای کاری، باعث تفاوت محسوس در ضخامت نهایی میشود. علاقهمندان صنعت باید آلایندهها را به حداقل برسانند تا کنترل ضخامت دقیقتر امکانپذیر گردد.
توزیع ضخامت و یکنواختی
یک چالش همیشگی، رسیدن به توزیع یکنواخت ضخامت در همه زوایا و سطوح پیچیده قطعه است. بخشهایی که جریان یونی به آنها کمتر میرسد ممکن است ضخامت کمتری داشته باشند. برای بهبود توزیع از روشهایی مانند:
گردش الکترولیت (agitation)
ارتعاش مکانیکی
چرخش قطعه
طراحی مناسب الکترودها در حمام
استفاده میشود. مراقبت کنید که شدت حرکت زیاد نباشد چرا که ممکن است لایه جدید را قبل از تثبیت کامل اختلال دهد.
میزان سختی پوشش الکترولس نیکل
ماهیت سختی
سختی در پوشش نیکل الکترولس نشاندهنده مقاومت آن در برابر خراش، فشار موضعی و فرسایش سطحی است. واحد رایج تست سختی برحسب نمادهایی مانند Vickers (HV) یا Knoop آورده میشود. برخی پوششهای نیکل میتوانند به سختی ۶۰۰-۷۰۰ HV و حتی بالاتر برسند، به شرط آنکه ترکیب مناسب و شرایط فرآیند به کار رفته باشد.
مکانیسم سختیدهی در نیکل الکترولس
چند مکانیسم باعث افزایش سختی میشوند:
آلیاژسازی (مثلاً افزودن فسفر، بور، مولیبدن)
رسوب رسوبهای بسیار ریز (nanocrystalline structure)
افزایش تنشهای داخلی (residual stress)
افزودنیهای کاهنده یا عاملهای کاهنده کنترلکننده
عملیات حرارتی بعدی (در برخی موارد)
فسفر معمولاً عامل اصلی سختیدهنده در نیکل الکترولس است؛ میزان مناسب فسفر باعث افزایش سختی ولی حفظ چقرمگی سطح میشود.
رابطه بین ضخامت و سختی
چند نکته مهم در رابطه ضخامت-سختی:
در ضخامتهای خیلی کم، ساختار پوشش ممکن است تحت تأثیر سطح پایه قرار گیرد و سختی کاهش یابد.
معمولاً با افزایش ضخامت تا نقطهای، سختی افزایش مییابد؛ اما پس از آن ممکن است تنشهای داخلی زیاد یا تخلخلهای داخلی باعث افت سختی شوند.
پوشش خیلی ضخیم ممکن است ترک خورده یا بهمرور کوتیکولار شود.
بنابراین، طراحی ضخامت بهینه خیلی مهم است تا به سختی مطلوب و پایداری دست یابیم.
عوامل موثر ضخامت و سختی مطلوب
انتخاب ترکیب حمام
برای رسیدن به ضخامت و سختی مورد نظر، باید ترکیب شیمیایی حمام به دقت طراحی شود. مثلاً نسبت نمکهای نیکل، مواد کاهنده (مانند هیدرازین، بوروهیدرید، هیپو)، مقداری فسفر یا بور و عوامل کلاتهسازی.
کنترل pH و بافر
نگه داشتن pH در محدوده مطلوب (معمولاً بین ۵ تا ۵.۵ یا بسته به دستورالعمل) اهمیت دارد. افزودن بافرهایی همچون اسید استیک / استات و نمکهای مربوطه میتواند مقاومت به تغییرات pH را افزون کند.
دمای کارکرد
دمای بهینه هر حمام متفاوت است، اما اغلب بین ۸۰ تا ۹۵ درجهی سلسیوس است. دمای بالاتر سرعت واکنش را زیاد میکند ولی خطر ناپایداری غیرفعالسازی یا تبخیر اجزا را افزایش میدهد. باید به گرم نگه داشتن یکنواخت حمام دقت کرد.
همزدن و گردش
یک جریان ملایم داخل حمام برای جلوگیری از لایه مرزی غلیظ ساختهشده روی قطعه ضروری است. اما شدت بیش از حد میتواند اختلال در رسوب ایجاد کند. تعادل مهم است. بعضی تولیدکنندگان از جریان گازی (مثلاً حباب هوا) همراه با همزدن مکانیکی استفاده میکنند.
زمان مناسب
باید آزمایشهای اولیه با قطعات نمونه انجام شود تا رابطه زمان-ضخامت و سختی استخراج شود. از این منحنی میتوان زمان بهینه را بدست آورد.
مشکلات رایج و راهکارها
ترک خوردگی
اگر ضخامت زیاد باشد یا تنش داخلی بالا برود، ترک در پوشش ظاهر میشود. راهکار:
کاهش ضخامت کلی
افزودن نرمکننده یا کاهش تنش
کاهش سرعت رسوب
انقطاع کوتاه در زمان رسوب برای تسکین تنش
پوسته شدن پوشش
اگر چسبندگی با سطح پایه ضعیف باشد یا زیرلایه دارای روغن یا اکسید باشد، پوشش میپرد. راهکار:
آمادهسازی سطح عالی (چربیگیری، فعالسازی، اسید اچ)
افزودن عامل چسباننده یا پیشکاتالیزور
کنترل رشدی یکنواخت
تخلخل
پوششهایی که خیلی سریع رسوب داده میشوند ممکن است تخلخل داخلی داشته باشند که باعث کاهش سختی یا نفوذ حلالها میشود. راهکار:
کاهش سرعت رسوب
استفاده از کلاتهکنندهها یا افزودنیهای بستن منفذ
فشار ملایم در محیط حمام
غلظت نامتعادل مواد
کاهش یا افزایش ناگهانی غلظت ماده کاهنده یا ذرات فعال میتواند کیفیت را خراب کند. باید غلظت را در محدوده پایدار حفظ کرد و افزودنیها را به صورت کنترلشده اضافه نمود.
مقایسه ضخامت و سختی الکترولس نیکل در کاربردهای صنعتی
قطعات ماشینی
برای قطعاتی چون چرخدنده و بلبرینگ، ضخامت معمولاً بین ۱۰ تا ۲۰ میکرون است و سختی بالا (۵۵۰ تا ۶۵۰ HV) مطلوب است. اگر ضخامت کمتر باشد، پوشش کافی برای مقاومت در برابر سایش ایجاد نمیشود؛ اگر بیش از حد زیاد باشد، لایه ممکن است ترک بخورد.
ابزارهای برش
در ابزارهای برش جایی که اهمیت مقاومت در برابر فرسایش زیاد است، ضخامت غالباً کمتر (۵ تا ۱۰ µm) انتخاب میشود اما سختی آن باید بسیار بالا باشد (مثلاً > ۶۰۰ HV). چون لایه ضخیم ممکن است باعث افزایش تلرانس ابعادی شود.
قطعات الکترونیکی
در قطعات حساس الکترونیکی، ضخامت ممکن است ۱ تا ۵ µm باشد که باید یکنواختی عالی داشته باشد، ولی سختی کمتر نیز قابل قبول است چون کاربرد عمدتاً در محافظت رسانایی است.
کاربرد
ضخامت معمول (µm)
سختی مطلوب (HV)
چالش عمده
چرخدنده
۱۵
۶۰۰
یکنواختی در سطوح داخلی
بلبرینگ
۱۲
۵۸۰
کنترل تنش داخلی
ابزار برش
۸
۶۱۰
کاهش ترک و پوستهریزی
قطعات الکترونیکی
۳
۴۵۰
پوشش یکنواخت و رسانا بودن
سوالات متداول درباره آبکاری نیکل الکترولس
۱. آبکاری الکترولس نیکل چیست؟
آبکاری الکترولس نیکل یک روش پوششدهی است که بدون نیاز به جریان الکتریکی، یک لایه یکنواخت از نیکل روی سطح فلز ایجاد میکند. این روش از طریق واکنشهای شیمیایی، پوششی مقاوم در برابر خوردگی، سایش و زنگزدگی به وجود میآورد.
۲. چه تفاوتی بین آبکاری الکترولس نیکل و آبکاری نیکل الکتریکی وجود دارد؟
آبکاری نیکل به روش الکترولس نیازی به جریان الکتریکی ندارد و به دلیل واکنشهای شیمیایی، پوششی یکنواخت و همگن روی تمام سطوح (حتی نقاط غیرقابل دسترس) ایجاد میکند، در حالی که آبکاری نیکل الکتریکی وابسته به جریان برق بوده و در برخی نقاط ممکن است ضخامت پوشش نابرابر باشد.
۳. آبکاری الکترولس نیکل روی چه فلزاتی قابل اجراست؟
این روش برای پوششدهی روی فولاد، آلومینیوم، مس، برنج، برنز، منیزیم و برخی پلاستیکهای خاص قابل اجرا است.
۴. مزایای استفاده از خدمات الکترولس نیکل چیست؟
یکنواختی بالا – پوشش یکدست روی کل سطح قطعه
مقاومت در برابر خوردگی و زنگزدگی – جلوگیری از تخریب در محیطهای مرطوب
افزایش سختی و استحکام سطحی – بهبود دوام قطعات
عدم نیاز به جریان الکتریکی – مناسب برای قطعات پیچیده و حساس
بهبود خواص روانکاری و ضدسایش – کاهش اصطکاک بین قطعات متحرک
۵. ضخامت پوشش نیکل الکترولس چقدر است؟
ضخامت پوشش بین ۵۰ تا ۲۰۰ میکرون متغیر است و بسته به نوع کاربرد، ضخامت پوشش میتواند کم یا زیاد شود.
۶. آبکاری نیکل به روش الکترولس چه کاربردهایی دارد؟
صنایع خودروسازی: پوشش قطعاتی مانند میللنگ، دندهها و قطعات تعلیق
صنایع هوافضا: افزایش مقاومت قطعات در شرایط سخت جوی
صنایع پزشکی: جلوگیری از زنگزدگی تجهیزات پزشکی و پروتزها
صنایع الکترونیکی: افزایش هدایت الکتریکی در بردهای الکتریکی و کانکتورها
ماشینآلات صنعتی: مقاومسازی قطعات مکانیکی در برابر سایش و ضربه
۷. آیا آبکاری الکترولس نیکل برای قطعات با شکل پیچیده مناسب است؟
بله، به دلیل ماهیت شیمیایی این فرآیند، پوشش نیکل الکترولس بهطور یکنواخت روی سطوح پیچیده و نقاط غیرقابل دسترس اعمال میشود که یک مزیت بزرگ نسبت به روشهای دیگر است.
۸. آیا این روش روی پلاستیک هم قابل اجراست؟
بله، اما برای پوششدهی روی پلاستیک، ابتدا باید سطح پلاستیک با روشهای خاصی آمادهسازی و فعال شود تا چسبندگی نیکل تضمین شود.
۹. آیا آبکاری نیکل الکترولس باعث افزایش وزن قطعه میشود؟
خیر، پوشش ایجاد شده بسیار نازک و سبک است و تغییر محسوسی در وزن کلی قطعه ایجاد نمیکند.
۱۰. چقدر طول میکشد تا فرآیند آبکاری الکترولس نیکل کامل شود؟
زمان انجام بسته به نوع فلز، ضخامت پوشش و پیچیدگی قطعه متفاوت است، اما معمولاً بین ۱ تا ۳ ساعت طول میکشد.
۱۱. آیا قطعات پس از آبکاری نیاز به عملیات تکمیلی دارند؟
در برخی موارد، عملیات تکمیلی مانند پولیش، آببندی حرارتی و آنودایز برای بهبود کیفیت و دوام پوشش انجام میشود.
۱۲. آیا آبکاری نیکل الکترولس در برابر مواد شیمیایی مقاوم است؟
بله، این پوشش در برابر بسیاری از اسیدها، مواد قلیایی و نمکها مقاومت بالایی دارد و از قطعات در برابر تخریب شیمیایی محافظت میکند.
۱۳. هزینه خدمات آبکاری الکترولس نیکل چقدر است؟
قیمت به عوامل مختلفی مانند اندازه قطعه، ضخامت پوشش، میزان آمادهسازی سطح و نوع فلز بستگی دارد. برای دریافت قیمت دقیق، با رنگین پوشش شیراز تماس بگیرید.
۱۴. آیا امکان انتخاب رنگ پوشش نیکل الکترولس وجود دارد؟
خیر، این روش معمولاً رنگی نقرهای تا خاکستری مات ایجاد میکند، اما در برخی موارد میتوان از آبکاریهای تکمیلی برای تغییر رنگ استفاده کرد.
۱۵. آیا این روش برای قطعاتی که در دمای بالا کار میکنند مناسب است؟
بله، آبکاری نیکل الکترولس در برابر دمای بالا مقاومت خوبی دارد و برای قطعاتی که تحت شرایط حرارتی شدید قرار میگیرند مناسب است.
۱۶. چگونه از قطعات آبکاری شده با نیکل الکترولس نگهداری کنیم؟
از مواد شوینده ملایم برای تمیز کردن استفاده کنید.
از تماس مستقیم با مواد شیمیایی قوی خودداری کنید.
در محیطهای مرطوب، قطعات را بهدرستی بستهبندی کنید تا رطوبت به آنها نفوذ نکند.
۱۷. آیا پوشش نیکل الکترولس قابلیت بازسازی و ترمیم دارد؟
بله، در صورتی که پوشش دچار آسیب شود، میتوان مجدداً قطعه را آبکاری و لایهای جدید روی آن اعمال کرد.
۱۸. آیا این روش از نظر اقتصادی مقرونبهصرفه است؟
بله، با توجه به دوام بالا و کاهش هزینههای تعمیر و نگهداری، این روش کاملاً مقرونبهصرفه است و از جایگزینی زودهنگام قطعات جلوگیری میکند.
۱۹. آیا آبکاری نیکل الکترولس روی قطعات کوچک هم امکانپذیر است؟
بله، این روش برای قطعات ریز و پیچیده مانند قطعات الکترونیکی، دندههای کوچک و قطعات مکانیکی دقیق بسیار مناسب است.
۲۰. چرا رنگین پوشش شیراز بهترین گزینه برای خدمات الکترولس نیکل است؟
بیش از ۱۰ سال تجربه در زمینه آبکاری فلزات
استفاده از جدیدترین تجهیزات و مواد اولیه باکیفیت
پوششدهی یکنواخت و مقاوم مطابق با استانداردهای جهانی
تحویل سریع و قیمت رقابتی
۲۱. آیا آبکاری الکترولس نیکل گزینه مناسبی برای شماست؟
اگر به دنبال پوششی مقاوم، یکنواخت و بدون نقص برای قطعات فلزی خود هستید، خدمات الکترولس نیکل در رنگین پوشش شیراز بهترین انتخاب شماست. این روش با افزایش مقاومت در برابر خوردگی، سایش و زنگزدگی، عمر قطعات را افزایش داده و از هزینههای اضافی تعمیر و نگهداری جلوگیری میکند.