برش لیزر آهن
خدمات برش لیزر آهن
برش لیزر ورق آهن؛ تحولی بینقص در دنیای ساخت قطعات فلزی!
دنیای ساخت قطعات فلزی جایی برای اشتباه ندارد؛ یا دقیق برش میدهی، یا پروژه را از دست میدهی!
اینجا در رنگین پوشش شیراز، با خدمات تخصصی برش لیزر ورق آهن، استانداردهای جدیدی در دقت، سرعت و کیفیت خلق کردهایم؛ به گونهای که کوچکترین خطا هم جایی در کار ما ندارد. اما چرا برش لیزری اینقدر در صنعت محبوب شده و چطور میتوانید بهترین روش را انتخاب کنید؟ بیایید عمیقتر بررسی کنیم. اینجا در رنگین پوشش شیراز تمامی خدمات قطعه سازی، برش لیزری فلزات، آبکاری، پرداخت کاری و رنگ کوره ای را از صفر تا صد به شما هموطنان عزیز ارائه می دهیم؛ به گونهای که کوچکترین خطا هم جایی در کار ما ندارد.



با افتخار کاملترین واحد قطعه ساز جنوب و مرکز کشوریم
در گروه صنعتی رنگین پوشش شیراز، خدمات برش لیزری استیل را با دستگاه های نسل جدید ارائه میدهیم؛ دستگاه هایی که میتوانند حتی پیچیده ترین طرح های مهندسی شده را روی استیل اجرا کنند؛ آن هم بدون کوچکترین تاب برداشتن یا تغییر ساختار متریال. ما نه تنها لبه های تمیز و بدون پلیسه تحویل میدهیم، بلکه قادریم پروژه های حساس صنایع خودروسازی، نفت، گاز، پتروشیمی، ساختمانی و تجهیزات پزشکی را هم در کمترین زمان ممکن به تولید انبوه برسانیم. تنوع خدمات تمام و کمال ما همچون قطعه سازی، آبکاری، پرداختکاری ،خدمات رنگ کوره ای و تولید تجهیزات پروازی ما را از سایر رقبا مجزا کرده ست.
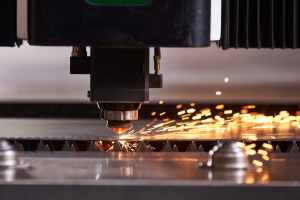
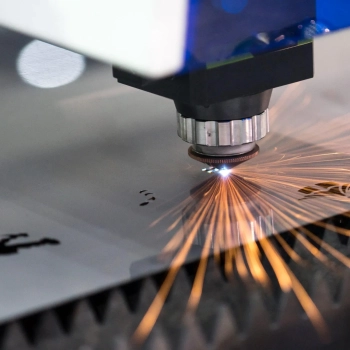
مکانیزم برش لیزر ورق آهن
دستگاههای برش لیزر آهن با استفاده از پرتو متمرکز شدهی نور لیزر، ورقهای آهن را با دقت فوقالعادهای برش میدهند. این فرآیند در چند مرحلهی کلیدی انجام میشود:
- تولید پرتو لیزر: دستگاه از طریق گازهایی مانند CO₂ یا فیبر نوری یک پرتو قدرتمند تولید میکند.
- متمرکز کردن نور: این پرتو از میان لنزهای مخصوص عبور داده میشود تا دقیقاً بر روی سطح فلز متمرکز شود.
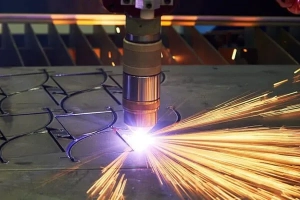
- برش: انرژی حرارتی لیزر، سطح آهن را ذوب کرده یا تبخیر میکند و در نهایت با فشار گازهای کمکی (مانند اکسیژن یا نیتروژن) برادههای ذوب شده از محل برش دور میشود.
نتیجه؟
یک خط برش صاف، تمیز و دقیق با کمترین اعوجاج حرارتی ممکن.


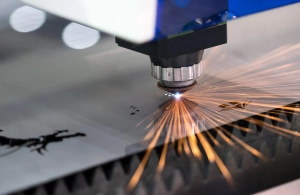
نحوه کار دستگاه برش لیزر آهن: نوری که آهن را رام میکند
دستگاه برش لیزر آهن، با استفاده از یک پرتوی متمرکز نور که انرژی فوقالعاده بالایی دارد، سطح ورق آهن را تا نقطه ذوب گرم میکند. این حرارت متمرکز باعث میشود ماده به صورت کنترلشده بخار شود یا توسط گاز کمکی (مثل اکسیژن یا نیتروژن) از محل برش بیرون رانده شود. نکته مهم این است که مسیر حرکت لیزر با دقت میلیمتری کنترل میشود، بنابراین حتی پیچیدهترین طرحها هم بدون کوچکترین خطا اجرا میشوند.
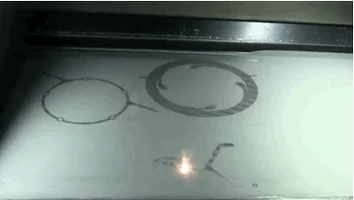
در دستگاههای CNC لیزر، این فرایند با کامپیوتر و فایلهای دیجیتال هدایت میشود و اپراتور دخالتی در اجرای مستقیم برش ندارد. همین موضوع ضامن تکرارپذیری و کیفیت یکدست در تولید سری است.
مقایسه برش لیزر آهن با روشهای رقیب: هر چیزی قیمت خودش را دارد!
حالا وقت آن است که بدون تعارف برش لیزر را کنار رقبایش بگذاریم و ببینیم واقعا چه برتریهایی دارد و کجاها ممکن است کم بیاورد:
| پارامتر | برش لیزر آهن | برش وایرکات | برش اسپارک |
| دقت برش | فوقالعاده (۰.۰۵-۰.۱ میلیمتر) | بسیار بالا (اما کند) | بالا ولی محدود |
| سرعت عمل | خیلی بالا | کند | خیلی کند |
| پیچیدگی طرح | عالی | عالی | متوسط |
| نیاز به تجهیزات خاص | بله (لیزر + سیستم CNC) | بله (دقت بالا) | بله |
| هزینه اولیه | بالا | خیلی بالا | بالا |
| هزینه به مرور زمان | مقرونبهصرفه | گران | گران |
| امکان برش قطعات بسیار پیچیده | بله | بله | خیر |
| کیفیت لبه برش | صاف و بدون نیاز به پرداخت | نیاز به EDM Finish | نیاز به پرداخت دستی |
پارامتر | برش لیزر آهن | برش پرس | برش قیچی صنعتی | برش وایرکات | برش اسپارک |
دقت برش | فوقالعاده (۰.۰۵-۰.۱ میلیمتر) | متوسط | ضعیف تا متوسط | بسیار بالا (اما کند) | بالا ولی محدود |
| سرعت عمل | خیلی بالا | بالا | خیلی بالا | کند | خیلی کند |
پیچیدگی طرح | عالی | ضعیف | ضعیف | عالی | متوسط |
| نیاز به تجهیزات خاص | بله (لیزر + سیستم CNC) | بله (پرس قوی) | خیر | بله (دقت بالا) | بله |
هزینه اولیه | بالا | متوسط | پایین | خیلی بالا | بالا |
| هزینه به مرور زمان | مقرونبهصرفه | مناسب | مناسب | گران | گران |
امکان برش قطعات بسیار پیچیده | بله | خیر | خیر | بله | خیر |
| کیفیت لبه برش | صاف و بدون نیاز به پرداخت | نیاز به پرداخت | نیاز به سنگ زدن | نیاز به EDM Finish | نیاز به پرداخت دستی |
چرا خدمات برش لیزر ورق آهن دنیای قطعهسازی را تسخیر کردهاند؟
- انعطاف دیوانهکننده: چه بخواهی یک ورق ساده برش بزنی چه یک طرح هنری با ۵۰۰ منحنی ریز، برش لیزری کم نمیآورد.
- لبههای بیعیب: در بسیاری از پروژهها، قطعات بدون هیچ عملیات ثانویه قابل مونتاژ هستند.
- حداقل اتلاف متریال: چون عرض برش (Kerf) بسیار نازک است، دورریز کار به حداقل میرسد.
- زمان تحویل برقآسا: تیراژهای بالا را در مدت کوتاهی میتوان تحویل داد.
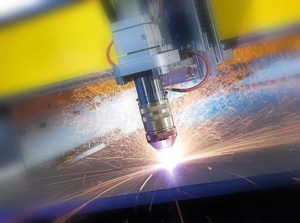
مکانیزم های برش لیزری آهن: هر دستگاه برای یک نبرد خاص
انواع دستگاههای برش لیزر آهن بر اساس نوع لیزر به دستههای زیر تقسیم میشوند:
- لیزر CO2: قدیمیتر اما عالی برای ورقهای نازکتر.
- لیزر فیبر: سریعتر، کارآمدتر و بهترین انتخاب برای ورقهای آهن ضخیمتر.
- لیزر Nd:YAG: بیشتر برای برشهای بسیار دقیق یا خاص استفاده میشود.
تاثیر ضخامت و ترکیب شیمیایی آهن بر کیفیت برش
هرچه ضخامت بیشتر شود، نیاز به لیزر پرقدرتتر (و گاز بافشار بالاتر) افزایش پیدا میکند. همچنین اگر آلیاژ آهن درصد بالایی از عناصر آلیاژی مثل کروم یا نیکل داشته باشد، باید گاز کمکی مناسب مثل نیتروژن استفاده شود تا کیفیت سطح حفظ شود و لبهها اکسید نشوند.
اشتباهات رایج در سفارش برش لیزر ورق آهن
- ندادن فایل صحیح
- نگفتن ضخامت دقیق
- بیتوجهی به نوع گاز مصرفی
- اصرار به قیمتهای غیرواقعی
- نادیده گرفتن استاندارد تلرانس



جدول طلایی مقایسه ضخامت و توان دستگاه مناسب برای برش آهن
ضخامت ورق آهن | توان لیزر پیشنهادی | گاز کمکی مناسب | سرعت پیشنهادی |
۱-۳ میلیمتر | ۱ تا ۲ کیلووات | نیتروژن یا اکسیژن | بسیار سریع |
۳-۶ میلیمتر | ۲ تا ۳ کیلووات | اکسیژن | سریع |
| ۶-۱۰ میلیمتر | ۳ تا ۶ کیلووات | اکسیژن با فشار بالا | متوسط |
| ۱۰-۲۰ میلیمتر | ۶ کیلووات به بالا | اکسیژن خالص | آهسته و دقیق |
۵ اشتباه نابخشودنی هنگام سفارش برش لیزر ورق آهن
❌ ارسال فایلهای تصویری به جای فایل وکتور
❌ اطلاع ندادن از کیفیت و گرید آهن (ST37، ST52 و…)
❌ اصرار بر استفاده از اکسیژن برای برش ظریف (نیتروژن الزامیست)
❌ سفارش برش بدون تلرانس مشخص
❌ بیتوجهی به الزامات ایمنی پس از برش (مثل گوشههای تیز)
چک لیست نهایی برای برش آهن با لیزر
✅ ضخامت متریال دقیقاً مشخص شده باشد
✅ تیراژ تولید تخمین زده شده باشد
✅ نوع طرح و میزان پیچیدگی تعیین شده باشد
✅ کیفیت لبهی برش مورد انتظار تعیین شده باشد
✅ فایل DXF یا DWG کامل آماده شده باشد
✅ محدودیتهای زمانی و بودجهای مشخص شده باشد
✅ امکان انجام خدمات جانبی مثل خمکاری، جوشکاری یا پوشش رنگ بررسی شده باشد