
خدمات برش آلومینیوم
برش آلومینیوم
آلومینیوم به عنوان یکی از پرکاربردترین فلزات در صنایع مختلف، نیازمند تکنیکهای دقیق و متنوعی برای برش است. انتخاب روش مناسب برش بستگی به عوامل متعددی از جمله ضخامت ماده، دقت مورد نیاز، حجم تولید و بودجه پروژه دارد. شرکت رنگین پوشش شیراز با بهرهگیری از تکنولوژیهای پیشرفته همچون دستگاه برش لیزر آلومینیوم، طیف گستردهای از خدمات برش آلومینیوم را ارائه میدهد.
اینجا در رنگین پوشش شیراز تمامی خدمات قطعه سازی، برش لیزری فلزات، آبکاری، پرداخت کاری و رنگ کوره ای را از صفر تا صد به شما هموطنان عزیز ارائه می دهیم؛ به گونهای که کوچکترین خطا هم جایی در کار ما ندارد.





جدول مقایسه روشهای برش آلومینیوم
| روش برش | دقت (میلیمتر) | ضخامت قابل برش | سرعت نسبی | کیفیت سطح | هزینه تجهیزات |
| برش لیزر سیانسی | ±۰.۰۵ | ۰.۵-۲۵ میلیمتر | بالا | عالی | بالا |
| برش فرز سیانسی | ±۰.۰۲ | ۱-۱۵۰ میلیمتر | متوسط | عالی | بالا |
| دستگاه فرز تمام اتوماتیک | ±۰.۰۳ | ۲-۱۰۰ میلیمتر | بالا | خوب | متوسط |
| فرزکاری دستی | ±۰.۱ | ۳-۵۰ میلیمتر | پایین | متوسط | پایین |
| پلاسما | ±۰.۵ | ۵-۸۰ میلیمتر | بالا | متوسط | متوسط |
| واتر جت | ±۰.۰۵ | ۰.۱-۲۰۰ میلیمتر | متوسط | عالی | بالا |
| وایر کات | ±۰.۰۱ | ۱۰-۵۰۰ میلیمتر | پایین | عالی | متوسط |
| روش برش | دقت (میلیمتر) | ضخامت قابل برش |
| برش لیزر سیانسی | ±۰.۰۵ | ۰.۵-۲۵ میلیمتر |
| برش فرز سیانسی | ±۰.۰۲ | ۱-۱۵۰ میلیمتر |
| دستگاه فرز تمام اتوماتیک | ±۰.۰۳ | ۲-۱۰۰ میلیمتر |
| فرزکاری دستی | ±۰.۱ | ۳-۵۰ میلیمتر |
| پلاسما | ±۰.۵ | ۵-۸۰ میلیمتر |
| واتر جت | ±۰.۰۵ | ۰.۱-۲۰۰ میلیمتر |
| وایر کات | ±۰.۰۱ | ۱۰-۵۰۰ میلیمتر |
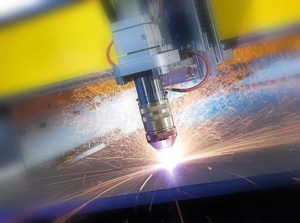
برش لیزر سیانسی
برش لیزر سیانسی امروزه یکی از پیشرفتهترین روشهای برش آلومینیوم محسوب میشود. این تکنولوژی با استفاده از پرتو لیزر فوقالعاده متمرکز، قابلیت برش قطعات پیچیده با دقت بالا را فراهم میکند. مزیت اصلی این روش در عدم تماس فیزیکی با قطعه کار است که منجر به کاهش تنشهای مکانیکی و تولید لبههای تمیز میشود. رنگین پوشش شیراز با بهرهگیری از دستگاههای لیزر پیشرفته، امکان برش ورقهای آلومینیومی با ضخامتهای مختلف را با حداکثر دقت ارائه میدهد.
برش فرز سیانسی
فرزکاری سیانسی به عنوان یکی از قدیمیترین اما موثرترین روشهای ماشینکاری، در برش آلومینیوم جایگاه ویژهای دارد. این روش علاوه بر برش دوبعدی، قابلیت ایجاد فرمهای سهبعدی پیچیده را نیز دارا است. ابزارهای برش در این روش میتوانند با سرعتهای بالا و تغذیههای مناسب، سطوح صافی با Ra پایین تر از ۰.۸ میکرومتر تولید کنند. نکته مهم در فرزکاری آلومینیوم، انتخاب پارامترهای برش مناسب برای جلوگیری از چسبندگی تراشه به ابزار است.
دستگاه فرز تمام اتوماتیک
دستگاههای فرز تمام اتوماتیک برای تولید قطعات یکسان در حجمهای بالا طراحی شدهاند. این دستگاهها با قابلیت تعویض خودکار ابزار و سیستمهای کنترل پیشرفته، امکان تولید مداوم بدون نیاز به مداخله اپراتور را فراهم میکنند. در برش قطعه آلومینیومی با این روش، سرعت تولید قابل توجهی نسبت به روشهای دستی حاصل میشود، ضمن اینکه یکنواختی کیفیت در تمام قطعات تضمین میگردد.
فرزکاری دستی
علیرغم پیشرفت تکنولوژیهای اتوماتیک، فرزکاری دستی همچنان در پروژههای خاص و نمونهسازی کاربرد دارد. این روش به مهارت و تجربه اپراتور وابسته است و برای قطعات منحصربهفرد یا تعمیرات دقیق استفاده میشود. تجربه نشان میدهد که ماهر ترین اپراتورها میتوانند دقتهایی معادل ماشینهای ساده سیانسی حاصل کنند، اما این امر نیازمند سالها تجربه و درک عمیق از رفتار آلومینیوم است.
پلاسما
برش پلاسما برای ورقهای ضخیم آلومینیوم گزینه مناسبی محسوب میشود. این روش با ایجاد قوس الکتریکی در گاز فشرده، دمای بسیار بالایی (تا ۲۰۰۰۰ درجه سلسیوس) تولید میکند که قادر به ذوب و برش سریع آلومینیوم است. مزیت اصلی این روش در سرعت بالای برش و قابلیت کار بر روی ضخامتهای زیاد است. اما کیفیت لبه نسبت به روشهای لیزر و فرز پایینتر بوده و معمولاً نیاز به عملیات ثانویه دارد.
واتر جت
تکنولوژی واتر جت با استفاده از جت آب فشار بالا (تا ۴۰۰۰ بار) همراه با ذرات ساینده، قابلیت برش بدون تأثیر حرارتی را فراهم میکند. این ویژگی برای آلومینیوم بسیار مهم است زیرا از تغییرات ساختاری و تنشهای حرارتی جلوگیری میکند. واتر جت قادر به برش انواع آلیاژهای آلومینیوم از نازکترین ورقها تا ضخیمترین بلوکها است، ضمن اینکه امکان برش اشکال پیچیده با زوایای تیز را نیز دارا میباشد.
وایر کات
برش وایر یا EDM (Electrical Discharge Machining) روشی است که با استفاده از جرقه الکتریکی، ماده را تبخیر میکند. این روش برای آلومینیومهای خاص و قطعات بسیار دقیق استفاده میشود. دقت قابل حصول در این روش به میکرومتر میرسد و امکان برش اشکال پیچیدهای که با روشهای مکانیکی غیرممکن است، فراهم میکند. محدودیت اصلی این روش در سرعت پایین برش و هزینه نسبتاً بالای فرآیند است.
ویژگیهای آلومینیوم موثر بر برش لوله آلومینیومی
آلومینیوم دارای ویژگیهای منحصربهفردی است که بر انتخاب روش برش تأثیر میگذارد. هدایت حرارتی بالای این فلز (۲۳۷ وات بر متر کلوین) باعث پخش سریع حرارت در طول فرآیند برش میشود که میتواند مزیت یا معایبی باشد. از یک سو، این ویژگی از تمرکز بیش از حد حرارت و ایجاد مناطق متأثر از حرارت جلوگیری میکند، اما از سوی دیگر، ممکن است انرژی بیشتری برای برش نیاز باشد.
جدول ویژگیهای مکانیکی آلیاژهای مختلف آلومینیوم
| آلیاژ | استحکام کششی (MPa) | استحکام تسلیم (MPa) | درصد ازدیاد طول | سختی (HB) | قابلیت ماشینکاری |
| ۱۱۰۰ | ۹۰-۱۶۵ | ۳۵-۱۵۰ | ۳۵ تا ۴۵ | ۲۳-۴۴ | عالی |
| ۲۰۲۴ | ۱۸۵-۴۶۹ | ۷۶-۴۱۴ | ۱۰ تا ۲۰ | ۴۷-۱۲۰ | خوب |
| ۳۰۰۳ | ۱۱۰-۱۸۰ | ۴۰-۱۷۰ | ۲۵ تا ۴۰ | ۲۸-۵۵ | عالی |
| ۵۰۵۲ | ۱۹۳-۲۹۰ | ۸۹-۲۲۸ | ۲۵ تا ۳۰ | ۴۷-۷۷ | عالی |
| ۶۰۶۱ | ۱۲۴-۳۱۰ | ۵۵-۲۷۶ | ۱۲ تا ۲۵ | ۳۰-۹۵ | عالی |
| ۷۰۷۵ | ۲۲۰-۵۷۲ | ۹۵-۵۰۳ | ۵ تا ۱۷ | ۶۰-۱۵۰ | متوسط |
| آلیاژ | استحکام کششی (MPa) | سختی (HB) |
| ۱۱۰۰ | ۹۰-۱۶۵ | ۲۳-۴۴ |
| ۲۰۲۴ | ۱۸۵-۴۶۹ | ۴۷-۱۲۰ |
| ۳۰۰۳ | ۱۱۰-۱۸۰ | ۲۸-۵۵ |
| ۵۰۵۲ | ۱۹۳-۲۹۰ | ۴۷-۷۷ |
| ۶۰۶۱ | ۱۲۴-۳۱۰ | ۳۰-۹۵ |
| ۷۰۷۵ | ۲۲۰-۵۷۲ | ۶۰-۱۵۰ |
ضریب انبساط حرارتی بالای آلومینیوم (۲۳.۱ میکرومتر بر متر کلوین) نیز نکته مهمی در فرآیند برش است. این ویژگی باعث میشود که قطعات در طول برش تغییر ابعاد دهند که باید در محاسبات دقت در نظر گرفته شود. رنگین پوشش شیراز با درک عمیق از این ویژگیها، پارامترهای برش را به گونهای تنظیم میکند که حداکثر دقت و کیفیت حاصل شود.
نرمی نسبی آلومینیوم و تأثیر آن بر انتخاب ابزار
آلومینیوم نسبت به بسیاری از فلزات دیگر نرمتر است، که این ویژگی هم مزایا و هم چالشهایی در برش ایجاد میکند. از یک سو، نرمی آلومینیوم باعث کاهش نیروی برش و افزایش عمر ابزار میشود، اما از سوی دیگر، احتمال چسبندگی تراشه به ابزار و ایجاد لبههای نامناسب وجود دارد. برای حل این مشکل، انتخاب ابزارهای با هندسه مناسب و استفاده از سیال خنککننده مناسب ضروری است.
ابزارهای کاربید تنگستن با پوششهای ضد چسبندگی، بهترین گزینه برای برش آلومینیوم محسوب میشوند. زاویه برش مثبت (معمولاً ۱۵ تا ۲۰ درجه) و شیارهای تخلیه تراشه عمیق، از ویژگیهای ضروری این ابزارها هستند. تجربه نشان میدهد که سرعت برش بالا (۳۰۰-۱۵۰۰ متر بر دقیقه) همراه با تغذیه متوسط، بهترین نتایج را در برش آلومینیوم ارائه میدهد.
محاسبات دقیق پارامترهای برش
تعیین پارامترهای بهینه برش نیازمند درک دقیق از روابط بین سرعت، تغذیه، عمق برش و خواص ماده است. در برش آلومینیوم، فرمول زیر برای محاسبه سرعت برش استفاده میشود:
V = (π × D × N) / 1000
که در آن V سرعت برش (متر بر دقیقه)، D قطر ابزار (میلیمتر) و N سرعت دورانی (دور بر دقیقه) است.
تغذیه بهینه معمولاً بین ۰.۱ تا ۰.۵ میلیمتر بر دندانه انتخاب میشود، بسته به ضخامت ماده و کیفیت مطلوب سطح. عمق برش نیز باید به گونهای انتخاب شود که از بالا رفتن بیش از حد دمای ابزار جلوگیری شود. معمولاً عمق برش بین ۲ تا ۸ میلیمتر برای عملیات روغنی مناسب است.
کنترل کیفیت در برش قطعه آلومینیومی
کیفیت سطح برش شده یکی از مهمترین معیارهای ارزیابی فرآیند برش است. این کیفیت با معیارهای مختلفی از جمله زبری سطح، دقت ابعادی، عدم وجود ریزتراش و صافی لبه سنجیده میشود. در صنعت، زبری سطح با معیار Ra (میانگین حسابی انحرافات) اندازهگیری میشود که برای آلومینیومهای برش شده معمولاً بین ۰.۴ تا ۳.۲ میکرومتر قرار دارد.
دقت ابعادی نیز معیار مهم دیگری است که معمولاً با تلرانسهای ISO تعریف میشود. برای کاربردهای عمومی، کلاس تلرانس IT7 تا IT9 قابل قبول است، اما برای کاربردهای دقیق ممکن است نیاز به IT5 یا حتی IT4 باشد. رنگین پوشش شیراز با استفاده از تجهیزات اندازهگیری دقیق، تضمین کیفیت مطابق با استانداردهای بینالمللی ارائه میدهد.
جدول استانداردهای کیفیت برش آلومینیوم
| نوع کاربرد | زبری سطح (Ra) | دقت ابعادی |
| کاربردهای عمومی | ۱.۶-۳.۲ μm | ±۰.۱ mm |
| قطعات مکانیکی | ۰.۸-۱.۶ μm | ±۰.۰۵ mm |
| کاربردهای دقیق | ۰.۲-۰.۸ μm | ±۰.۰۲ mm |
| صنایع هوافضا | ۰.۱-۰.۴ μm | ±۰.۰۱ mm |
| الکترونیک | ۰.۱-۰.۲ μm | ±۰.۰۰۵ mm |
| نوع کاربرد | زبری سطح (Ra) | دقت ابعادی | صافی لبه | انحراف مجاز |
| کاربردهای عمومی | ۱.۶-۳.۲ μm | ±۰.۱ mm | خوب | IT9-IT8 |
| قطعات مکانیکی | ۰.۸-۱.۶ μm | ±۰.۰۵ mm | عالی | IT7-IT6 |
| کاربردهای دقیق | ۰.۲-۰.۸ μm | ±۰.۰۲ mm | عالی | IT5-IT4 |
| صنایع هوافضا | ۰.۱-۰.۴ μm | ±۰.۰۱ mm | کامل | IT4-IT3 |
| الکترونیک | ۰.۱-۰.۲ μm | ±۰.۰۰۵ mm | کامل | IT3-IT2 |
نکات کاربردی برای برش موفق
برای اینکه برش لوله استیل موفق باشه، باید به جزئیات توجه کنی. اول، همیشه لوله رو با گیرههای محکم ثابت کن تا لرزش ایجاد نشه؛ این کار دقت رو دو برابر میکنه. دوم، انتخاب تیغه یا ابزار مناسب؛ مثلاً برای استیل ۳۱۶، تیغههای کاربیدی بهتر عمل میکنن چون مقاومت بالاتری دارن. سوم، اندازهگیری دوبار قبل از برش؛ یک میلیمتر خطا میتونه کل قطعه رو بیاستفاده کنه.
| نکته کاربردی | توضیح جزئی | ابزار پیشنهادی | روش مرتبط | فایده اصلی | نکته احتیاطی |
|---|---|---|---|---|---|
| ثابت کردن لوله | استفاده از گیرههای هیدرولیکی برای جلوگیری از حرکت | گیرههای پنوماتیک | همه روشها | افزایش دقت تا ۵۰% | فشار بیش از حد باعث تغییر شکل میشه |
| کنترل حرارت | اضافه کردن خنککننده مایع | روغنهای معدنی | فرز CNC، هوا برش | جلوگیری از سخت شدن فلز | چک کردن دما با ترمومتر |
| انتخاب سرعت | تنظیم RPM بر اساس ضخامت | نرمافزار CNC | لیزر CNC، فرز | کاهش سایش ابزار | سرعت بالا برای نازک، پایین برای ضخیم |
| اندازهگیری دقیق | استفاده از کولیس دیجیتال | کولیس میتوتویو | همه | دقت میلیمتری | کالیبره کردن ابزار هر هفته |
| تمیزکاری لبهها | صیقل با سنگزنی | دستگاه سنگزنی | هوا برش، پلاسما | اتصال بهتر | استفاده از ماسک برای گرد و غبار |
| تست اولیه | برش نمونه کوچک | لوله تست | واتر جت، وایر کات | شناسایی مشکلات زود | هدر ندادن مواد اصلی |
| نگهداری تجهیزات | روغنکاری منظم | گریس صنعتی | فرز اتوماتیک | افزایش عمر ماشین | چک لیست روزانه |
| ایمنی شخصی | لباس محافظ و عینک | تجهیزات استاندارد | همه | جلوگیری از آسیب | آموزش اپراتورها |
| بهینهسازی مسیر برش | برنامهریزی دیجیتال | نرمافزار CAD | CNC روشها | کاهش زمان ۳۰% | شبیهسازی قبل از اجرا |
| مدیریت ضایعات | بازیافت فلز برشخورده | سطلهای جداگانه | همه | صرفهجویی اقتصادی | جداسازی انواع استیل |
| تنظیم فشار | برای روشهای فشاری | گیج فشار | واتر جت، گیوتین | برش تمیز | فشار کم برای مواد نرم |
| بررسی کیفیت | استفاده از میکروسکوپ | میکروسکوپ دیجیتال | وایر کات | تشخیص میکروترکها | رد قطعات معیوب |
نکته کاربردی | توضیح جزئی | روش مرتبط |
| ثابت کردن لوله | استفاده از گیرههای هیدرولیکی برای جلوگیری از حرکت | همه روشها |
| کنترل حرارت | اضافه کردن خنککننده مایع | فرز CNC، هوا برش |
| انتخاب سرعت | تنظیم RPM بر اساس ضخامت | لیزر CNC، فرز |
| اندازهگیری دقیق | استفاده از کولیس دیجیتال | همه |
| تمیزکاری لبهها | صیقل با سنگزنی | هوا برش، پلاسما |
| تست اولیه | برش نمونه کوچک | واتر جت، وایر کات |
| نگهداری تجهیزات | روغنکاری منظم | فرز اتوماتیک |
| ایمنی شخصی | لباس محافظ و عینک | همه |
| بهینهسازی مسیر برش | برنامهریزی دیجیتال | CNC روشها |
| مدیریت ضایعات | بازیافت فلز برشخورده | همه |
| تنظیم فشار | برای روشهای فشاری | واتر جت، گیوتین |
| بررسی کیفیت | استفاده از میکروسکوپ | وایر کات |

نکات عملی در برش انواع مختلف آلومینیوم
آلیاژهای مختلف آلومینیوم رفتارهای متفاوتی در برش نشان میدهند. آلومینیوم خالص (۱۰۰۰ سری) بسیار نرم و چسبناک است و نیازمند ابزارهای بسیار تیز و سرعتهای بالا است. آلیاژهای ۲۰۰۰ سری که حاوی مس هستند، سختتر اما شکنندهتر هستند و ممکن است در برش ترک بردارند.
آلیاژهای ۳۰۰۰ و ۵۰۰۰ سری که برای کاربردهای عمومی طراحی شدهاند، رفتار متعادلی در برش دارند و برای اکثر روشهای برش مناسب هستند. آلیاژهای ۶۰۰۰ سری که حاوی منیزیم و سیلیسیم هستند، قابلیت ماشینکاری عالی دارند و برای تولید قطعات دقیق مناسب هستند. آلیاژهای ۷۰۰۰ سری با استحکام بالا، نیازمند ابزارهای قویتر و پارامترهای محافظهکارانهتری هستند.
سیستمهای خنککاری و روانکاری
استفاده از سیال خنککننده در برش آلومینیوم نقش حیاتی دارد. این سیالات علاوه بر کنترل دما، وظیفه شستشوی تراشهها و کاهش اصطکاک را نیز بر عهده دارند. انواع مختلف سیالات خنککننده شامل امولسیونهای آبی، روغنهای کاملاً سنتتیک و محلولهای نیمه سنتتیک وجود دارد.
برای آلومینیوم، سیالاتی که حاوی مواد ضد چسبندگی هستند ترجیح داده میشوند. غلظت مناسب این سیالات معمولاً بین ۵ تا ۱۰ درصد است و pH آنها باید در محدوده ۸.۵ تا ۹.۵ کنترل شود. فشار سیال نیز باید به گونهای تنظیم شود که تراشهها به طور مؤثر از محل برش خارج شوند اما مانع از انحراف ابزار نشود.
تجهیزات تخصصی برش آلومینیوم
ماشینهای مخصوص برش آلومینیوم دارای ویژگیهای خاصی هستند که آنها را از ماشینهای عمومی متمایز میکند. این ماشینها معمولاً دارای سرعتهای دورانی بالاتر (تا ۴۰۰۰۰ دور بر دقیقه)، سیستمهای خنککاری قویتر و مکانیزمهای تخلیه تراشه بهتری هستند.
صفحه کار این ماشینها نیز باید از جنسی باشد که با آلومینیوم واکنش نداشته باشد و امکان نصب محکم قطعه کار را فراهم کند. سیستمهای گیرهداری نیز باید به گونهای طراحی شوند که فشار بیش از حد وارد نکنند تا از تغییر شکل قطعه جلوگیری شود. رنگین پوشش شیراز با سرمایهگذاری در تجهیزات پیشرفته، قادر به ارائه خدمات برش با کیفیت صنعتی است.
محاسبات اقتصادی و بهینهسازی هزینه
انتخاب روش برش مناسب نه تنها بر اساس کیفیت بلکه بر اساس ملاحظات اقتصادی نیز صورت میگیرد. هزینههای مختلفی در فرآیند برش دخیل هستند که شامل هزینه ماشین، ابزار، انرژی، سیال خنککننده، نیروی کار و پردازشهای ثانویه است.
برای قطعات با تیراژ بالا، روشهایی با هزینه تجهیزات بالا اما هزینه واحد پایین (مثل برش لیزر) مقرونبهصرفهتر هستند. برای قطعات تک یا کم تیراژ، روشهای سنتی با هزینه راهاندازی کمتر مناسبتر میباشند. محاسبه هزینه در هر ساعت ماشینکاری، شامل استهلاک تجهیزات، هزینه انرژی، نگهداری و نیروی کار است که باید در تصمیمگیری نهایی لحاظ شود.
برش ورقهای نازک و ظریف
برش ورقهای نازک آلومینیوم (کمتر از ۲ میلیمتر) چالشهای خاصی دارد. این ورقها تمایل به لرزش، تغییر شکل و ایجاد فرمهای نامطلوب دارند. برای حل این مشکلات، استفاده از روشهای گیرهداری خاص، کاهش نیروی برش و استفاده از ابزارهای بسیار تیز ضروری است.
تکنیک برش با پشتیبان (backing) نیز در ورقهای نازک بسیار مؤثر است. در این روش، ورق بر روی یک پشتیبان مناسب (معمولاً چوب نرم یا پلاستیک) قرار میگیرد تا از تغییر شکل جلوگیری شود. همچنین استفاده از نیروی کششی کنترل شده در طول فرآیند برش میتواند صافی بهتری ایجاد کند.
کاربردهای صنعتی قطعات برش شده
قطعات آلومینیومی برش شده در صنایع مختلفی کاربرد دارند. در صنعت خودروسازی، این قطعات برای تولید پنلهای بدنه، قطعات موتور و سیستمهای تهویه استفاده میشوند. دقت ابعادی و کیفیت سطح این قطعات باید مطابق با استانداردهای سختگیرانه خودروسازی باشد.
در صنعت ساختمان، قطعات آلومینیومی برای تولید درب و پنجره، نما، سقفهای کاذب و سازههای فضایی استفاده میشوند. این کاربردها معمولاً نیازمند ابعادهای بزرگ و تلرانسهای متوسط هستند. در صنایع الکترونیک، قطعات آلومینیومی به عنوان هیت سینک، شاسی و قابهای محافظ به کار میروند که نیازمند دقت بالا و کیفیت سطح عالی هستند.
صنایع هوافضا نیز یکی از مهمترین مصرف کنندگان قطعات آلومینیومی دقیق هستند. در این صنعت، هر قطعه باید مطابق با استانداردهای بینالمللی هوانوردی تولید شود و تستهای کیفی سختگیرانهای را پشت سر بگذارد. رنگین پوشش شیراز با درک نیازهای مختلف این صنایع، خدمات متنوعی ارائه میدهد.
استانداردهای کیفیت و گواهینامهها
تولید قطعات آلومینیومی مطابق با استانداردهای بینالمللی، اعتبار و اطمینان مشتریان را به همراه دارد. استانداردهای مختلفی مثل ISO 9001 برای سیستم مدیریت کیفیت، AS9100 برای صنایع هوافضا و ISO/TS 16949 برای صنعت خودرو وجود دارد که هر کدام الزامات خاصی دارند.
گواهینامههای کیفیت که همراه محصولات ارائه میشود، شامل اطلاعاتی درباره جنس ماده، ابعادات، روش برش، کنترلهای انجام شده و تأیید مطابقت با مشخصات است. این گواهینامهها برای ردیابی کیفیت و حل مشکلات احتمالی بسیار مهم هستند.







خدمات
آبکاری
کروم

