
خدمات رنگ کورهای کابینت فلزی یعنی چی؟
وقتی میگیم خدمات رنگ کورهای کابینت فلزی، منظورمون یک مجموعه عملیات دقیق، فنی و تخصصیست که از چربیگیری و زبرکاری شروع میشه و تا پخت نهایی رنگ در دمای حدود ۲۰۰ درجه ادامه پیدا میکنه. این خدمات فقط مال قطعهسازها یا کارخانهها نیست. هر مغازهدار یا نصاب کابینت که کابینتهای فلزی دپو کرده، یا هر مشتری که کابینتهای کهنه خونش رو داده برای بازسازی، میتونه از این خدمات استفاده کنه.
و نکته مهم اینکه، در بازار فعلی، اگر رنگکاری رو پیدا کردی که هنوز داره با رنگ مایع کورهای کار میکنه، بدون یا اطلاعاتش آپدیت نیست یا صرفاً دنبال سود کوتاهمدته.
مراحل اجرای رنگ کورهای مایع روی کابینت فلزی
| مرحله | شرح فرآیند اجرایی | ابزار و مواد مورد نیاز | نکات حیاتی |
|---|---|---|---|
| چربیگیری اولیه | حذف کامل روغن، چربی و گرد و غبار از سطح فلز | تینر فوری، شوینده قلیایی، برس سیمی | باقیماندن چربی باعث حباب و جدا شدن رنگ میشه |
| پرداخت سطح فلز | از بین بردن خش، زنگزدگی یا زوائد فلزی | سمباده دیسکی، سنگ فرز نرم، دستمال آغشته به تینر | سطح باید مطلقاً صاف باشه تا رنگ شره نکنه |
| اسپری رنگ مایع | اعمال رنگ مایع با پیستوله دقیق | رنگ رزینی مایع، پیستوله گراویتی، کمپرسور باد | محیط باید عاری از رطوبت و گرد و خاک باشه |
| تبخیر تینر | حدود ۱۵ دقیقه انتظار برای بخار شدن کامل حلال | اتاق ایزوله با تهویه ملایم | ورود زود به کوره باعث جوشیدن رنگ میشه |
| پخت در کوره | حرارتدهی بین ۱۳۰ تا ۱۵۰ درجه برای ۲۰ دقیقه | کوره سیرکولاسیون دمای یکنواخت | افزایش دما یا زمان باعث زرد شدن یا چروک رنگ میشه |
| خنککاری سطح | سرد شدن طبیعی یا با فن کمدور | فضای تمیز، جریان هوای ملایم | تماس زودهنگام با دست یا وسیله = خط افتادن |
مراحل اجرای رنگ کورهای پودری استاتیک روی کابینت فلزی
| مرحله | شرح عملیات اجرایی | ابزار و مواد مورد نیاز | نکات کلیدی و مزایای تخصصی |
|---|---|---|---|
| شستشو و چربیگیری | حذف کامل چربی با شویندههای صنعتی | دستگاه واترجت یا برس دستی، شوینده فسفاته | سطح کاملاً خشک و بدون لکه چربی قبل از ورود به کابین پاشش |
| ارت قطعه | اتصال صحیح و مقاوم به ارت برای جذب پودر | سیم ارت، گیره فلزی، مولتیمتر | مقاومت زیر ۱ اهم باید باشه تا بار الکتریکی بهینه بشه |
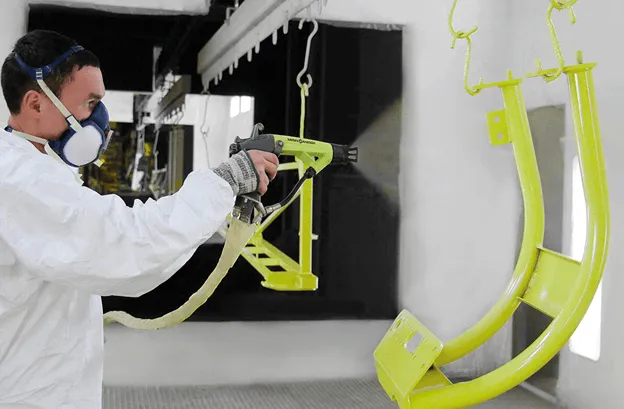
| پاشش پودر | پاشش رنگ با گان الکترواستاتیک | گان پاشش پودری، پودر پلیاستر، کابین پاشش | فاصله پاشش ۲۵ سانت، ضخامت ۶۰ تا ۹۰ میکرون |
| انتقال به کوره | بدون تماس دست یا سطوح دیگر | قلاب فلزی، ریل یا پایه ایزوله | تماس فیزیکی باعث ریزش پودر میشه |
| پخت در کوره | دمای ۱۸۰ تا ۲۰۰ درجه، به مدت ۱۰ تا ۱۵ دقیقه | کوره استاندارد با سیستم PID | پخت کم = نرمی رنگ، پخت زیاد = ترکهای سطحی |
| سرد شدن و بازرسی نهایی | بررسی ضخامت، براقیت و صافی سطح | میکرومتر دیجیتال، نور موضعی | باید بدون شره، دانه یا خراش باشه |

چرا رنگ کابینت فلزی کورهای فقط باید پودری باشد؟
وقتی صحبت از رنگ کابینت فلزی کورهای میکنیم، باید بدون تعارف گفت که روش مایع، تاریخ انقضاش گذشته. دلیلش فقط هزینه نیست؛ هرچند که قیمت تینر و رنگ رزینی بالاست و حدود ۳۰ تا ۴۰ درصد مواد در هوا تلف میشه. موضوع اصلی اینه که:
رنگ مایع بهسادگی پوسته میشه.
در محیطهای مرطوب مثل آشپزخانه، مقاومت کافی نداره.
قابل بازیافت نیست و باعث آلودگی هوا میشه.
کنترل ضخامتش دشوار و پرریسک برای کابینتهای تزئینیه.
در حالی که رنگ پودری با الکترواستاتیک و ضخامت یکنواخت، نهتنها زیباتره، بلکه دهها برابر بادوامتر، اقتصادیتر، و بدون زردی یا چروک شدن در طول زمانه.
مزایای اجرای کابینت کورهای با رنگ استاتیک که کمتر کسی میدونه
۱. ضخامت قابل کنترل: با دستگاه پاشش دقیق، میشه ضخامت بین ۶۰ تا ۱۰۰ میکرون ایجاد کرد، در حالی که مایع این دقت رو نداره.
۲. بدون شره یا موج: چون پودر خشک روی سطح مینشینه، خبری از شره رنگ یا موج ناشی از روان شدن نیست.
مقاومت در برابر شویندهها و مواد اسیدی: برخلاف رنگهای مایع که با هر بار دستمال کشیدن از بین میرن، رنگ پودری حتی در برابر تینر هم مقاومه.
پوششدهی بهتر لبهها و گوشهها: بهکمک بار الکترواستاتیک، پودر رنگ به داخل گوشهها و زوایا میکشه، اما رنگ مایع معمولاً از این مناطق فرار میکنه.
اجرای چندرنگی یا افکتدار راحتتره: با ماسکه کردن و پاشش لایهای، میشه کابینتهایی با جلوه چرمی، چکشی یا فلز براق ایجاد کرد که در روش مایع خیلی پرهزینهست.
چند خطای رایج در اجرای رنگ کورهای کابینت فلزی (و راهحلهای درست)
پخت ناقص و رنگ نرم: دمای کمتر از ۱۸۰ یا زمان کمتر از ۱۰ دقیقه؛ باید دما با دماسنج صنعتی تایید بشه.
پوسته شدن بعد از چند روز: اجرای روی سطح چرب یا آلوده؛ باید مرحله چربیگیری با آب داغ یا بخار کامل باشه.
لکههای سیاه بعد از خروج از کوره: اینها اثر بخار تینر در سیستمهای مایع هستن؛ در پودر اصلاً وجود ندارن.
ناهماهنگی رنگ در دستههای مختلف: دلیلش تغییر دمای کوره یا ترکیب ناهماهنگ پودر هست؛ همیشه از یک بچ رنگ استفاده کنید و کوره رو قبل از هر دسته Preheat کنید.









