
























آبکاری نیکل
رنگ و ویژگیها:
آب کاری نیکل به قطعه یک پوشش براق و نقرهای میدهد که مقاومت چندانی در برابر خوردگی و سایش ندارد، اما پوششی بسیار زیبا و براق میباشد (معمولا بعد از آبکاری نیکل لایه ای از کروم نازک بر روی آن پوشش میدهند تا هم شاین خوبی داشته باشد و هم در اثر عوامل محیطی زیبایی و ظرافت خود را از دست ندهد). این نوع آبکاری در صنایع مختلف از جمله خودروسازی، ساخت تجهیزات الکترونیکی و تزئینات استفاده میشود.
مراحل انجام:
- تمیزکاری و چربیزدایی قطعه
- آمادهسازی محلول نیکل
- اعمال لایه نیکل با استفاده از جریان الکتریکی
- خشکسازی و تکمیل فرآیند
هزینه:
هزینه نسبتاً مناسبی دارد و معمولاً یکی از انتخابهای رایج در صنعت بهخاطر صرفهجویی در هزینهها و زمان است.

آب کاری نیکل الکترولس
رنگ و ویژگیها:
این آبکاری لایهای یکنواخت و مقاوم بهدست میدهد که درخشندگی کمتری نسبت به آبکاری نیکل معمولی دارد. این روش بهویژه برای قطعات پیچیده یا قطعاتی با نیاز به ضخامت زیاد یکنواخت در تمامی نقاط، مناسب است.
مراحل انجام:
- آماده سازی سطح
- ایجاد پوشش نیکل با استفاده از واکنش های شیمیایی بدون نیاز به جریان الکتریکی
- پایان فرآیند با شستشو و خشک کردن
هزینه:
به دلیل استفاده از واکنش های شیمیایی و مواد شیمیایی وارداتی بسیار گران، این روش هزینه نسبتا زیادی دارد.

آبکاری طلا
رنگ و ویژگیها:
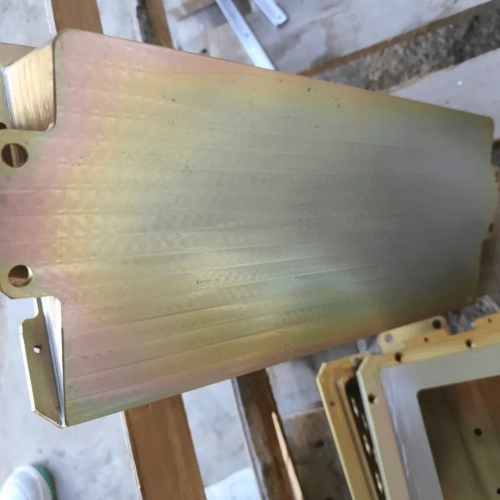
آب کاری طلا به قطعه رنگ زرد یا طلایی میدهد که جلوهای لوکس و زیبا ایجاد میکند. این نوع آبکاری در صنایع الکترونیک، جواهرات و قطعات تزئینی کاربرد فراوان دارد.
مراحل انجام:
- تمیزکاری سطح قطعه
- اعمال لایه نیکل یا سایر فلزات پایه
- آبکاری طلا با استفاده از جریان الکتریکی
هزینه:
آبکاری طلا معمولاً هزینه بالایی دارد بهدلیل استفاده از فلز گرانبها و تجهیزات خاص.

آب کاری نقره
رنگ و ویژگیها:
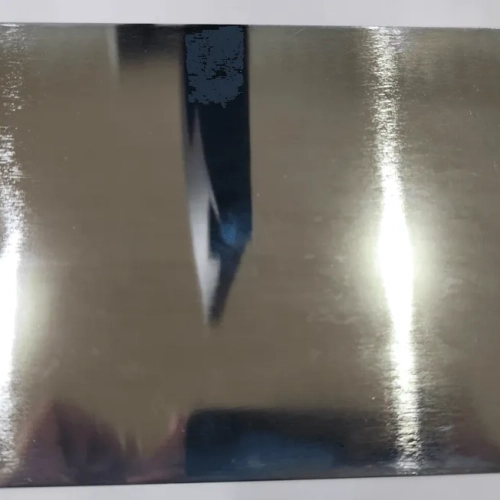
آب کاری نقره به قطعه رنگ نقرهای براق و زیبایی میدهد. این پوشش علاوه بر زیبایی ظاهری، به سطح قطعه مقاومت خوبی در برابر خوردگی و سایش میبخشد. از آنجایی که نقره خاصیت رسانایی بخصوصی دارد در از این روش عمدتاً در تجهیزات الکترونیکی، جواهرات، ظروف و لوازم تزئینی استفاده میشود.
مراحل انجام:
- تمیزکاری کامل سطح قطعه
- اعمال لایه نیکل به عنوان پایه
- آبکاری نقره با استفاده از جریان الکتریکی
- خشکسازی و پایان فرآیند
هزینه:
آبکاری نقره نسبت به طلا ارزان تر است، اما همچنان هزینه بالاتری نسبت به بسیاری از دیگر روشهای آبکاری دارد. این هزینه بهدلیل استفاده از فلز نقره و فرآیندهای خاص آبکاری آن است.

کروماته
رنگ و ویژگیها:
آبکاری کروماته معمولاً به رنگ زرد، مشکی، سبز یا آبی ایجاد میشود و یک پوشش بسیار مقاوم در برابر خوردگی و سایش ایجاد میکند. این روش عمدتاً برای قطعات فلزی که در معرض محیط های خورنده قرار دارند، مناسب است. این پوشش حتما باید بر پوششی از آب کاری گالوانیزه سرد اجرا شود و به تنهایی اجرا نمیشود.
مراحل انجام:
- تمیز کاری سطح
- اجرای آب کاری گالولنیزه سرد
- خشک کردن
- اعمال محلول کروماته روی سطح
- خشک کردن و تثبیت پوشش
هزینه:
هزینه این روش معمولاً نسبت به روشهای دیگر آنچنان هم بالا نیست. زیرا بر پوششی از گالوانیزه سرد ( ارزان ) اجرا میشود و فرآیند آن ساده و سریع انجام میشود.

آنادایز (Anodizing)
رنگ و ویژگیها:
آنودایزینگ به قطعه رنگهای متنوعی مانند خاکی، طلایی، قرمز، بنفش مشکی یا حتی آبی میدهد( تقریبا اجرای هر طیف رنگی روی قطعات در طی فرآیند آبکاری آنودایز ممکن است). این روش بهویژه برای قطعات آلومینیومی کاربرد دارد و باعث افزایش مقاومت سطحی در برابر خوردگی، سایش و آسیبهای محیطی میشود. همچنین، آنادایز لایهای غیرفلزی و بسیار مقاوم ایجاد میکند.
مراحل انجام:
- آمادهسازی سطح آلومینیوم
- اعمال جریان الکتریکی برای تشکیل لایه اکسید
- رنگآمیزی و خشکسازی در صورت نیاز
- تثبیت و پایان فرآیند
هزینه:
آنادایزینگ نسبت به آبکاریهای فلزی دیگر هزینه مناسبی دارد و از این رو در صنایع مختلف آلومینیومی بهویژه در قطعات خودرو، ساختارهای ساختمانی و تجهیزات الکترونیکی بسیار استفاده میشود.
آلوداین (Alodine)
رنگ و ویژگیها:
آلوداین به قطعه رنگ طلایی یا زرد میدهد و لایهای مقاوم در برابر خوردگی ایجاد میکند. این روش معمولاً برای آلومینیوم و آلیاژهای آن به کار میرود و بهخصوص در صنایع هوافضا و نظامی اهمیت دارد.
مراحل انجام:
- تمیزکاری و چربیزدایی قطعه
- اعمال محلول آلوداین به سطح
- تثبیت و خشک کردن
هزینه:
هزینه این روش نسبت به آنادایزینگ کمی بالاتر است، اما بهخاطر ویژگیهای خاص و مقاومت بسیار بالا، این هزینهها توجیهپذیر هستند.

آلوداین یا همان کروماته آلومینیوم
بلک اکساید (Black Oxide)
رنگ و ویژگیها:
بلک اکساید یک پوشش سیاه و مات به قطعه میدهد که علاوه بر زیبایی، مقاومت بالایی در برابر خوردگی و سایش ایجاد میکند. این روش برای قطعات فولادی، مسی و برنجی استفاده میشود.
مراحل انجام:
- تمیز کردن سطح قطعه
- اعمال محلول اکسید کننده
- شستشو و تثبیت لایه سیاه اکسید
- خشکسازی و پایان فرآیند
هزینه:
بلک اکساید معمولاً هزینه کمتری نسبت به سایر روشهای آبکاری دارد و بهدلیل فرآیند سادهتر، انتخاب اقتصادی خوبی برای بسیاری از صنایع است.
فسفاته (Phosphating)
رنگ و ویژگیها:
فسفاته به قطعه رنگ خاکی یا سبز میدهد و به طور عمده عملیاتی برای آماده سازی قطعه جهت رنگ شدن و همچنین افزایش مقاومت در برابر خوردگی و سایش به کار میرود. این روش غالبا برای قطعات فولادی و آلومینیومی استفاده میشود.
مراحل انجام:
- تمیزکاری سطح قطعه
- اعمال محلول فسفاته
- شستشو و تثبیت پوشش
- خشکسازی
هزینه:
فسفاته کردن بهعنوان یک روش ارزانقیمت و با هزینه مناسب شناخته میشود، بهویژه برای قطعاتی که نیاز به رنگ دارند باعث چسبندگی بسیار بالای رنگ به قطعه میگردد.
خدمات آب کاری روی چه سطوحی انجام میشود؟
آبکاری و پرداخت کاری معمولا روی فلزات انجام میشود، اما به این سطوح محدود نمیگردد. در ادامه انواع سطوحی که امکان پوششدهی فلزی آنها وجود دارد، آوردهایم.
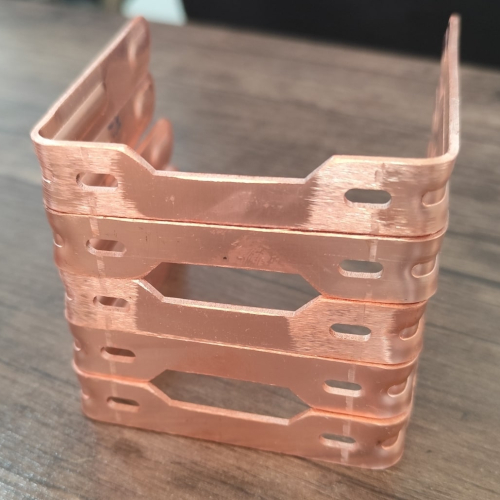
- فلزات: فلزات آهنی مانند فولاد و فلزات غیرآهنی مانند آلومینیوم، مس و برنج اغلب پوششدهی فلزی میشوند تا مقاومت آنها در برابر خوردگی و سایش افزایش یافته و ظاهر آنها زیبا شود.
- پلاستیک: پلاستیکهای خاصی را میتوان پس از آمادهسازی سطح، پوششدهی فلزی کرد تا ظاهر آنها حالت فلزی به خود بگیرد.
- شیشه: زیرلایههای شیشهای هم میتوانند پوششدهی فلزی شوند. با استفاده از این روش، میتوان پوششهای فلزی تزئینی روی سطوح شیشه ایجاد کرد.
- سرامیک: با عملیات سطحی مناسب، سرامیکها را هم میتوان پوششدهی فلزی کرد و روی آنها یک لایه پوشش فلزی کشید.
مناسببودن یک بستر برای پوششدهی فلزی به عواملی مانند رسانایی، انرژی سطحی و کاربرد مورد نظر بستگی دارد.
مزایای ابکاری
- مقاومت بالا در برابر خوردگی: پوششدهی فلزی سطوح، محافظی در برابر عوامل خورنده فراهم میکند.
- افزایش استحکام: پوشش فلزی میتواند سختی و استحکام سطح را بهبود بخشد.
- زیبایی و براقیت: این روش به سطح، ظاهری درخشان و جذاب میبخشد.
- مقاومت در برابر سایش: از سایش و آسیبهای فیزیکی جلوگیری میکند.
- افزایش عمر مفید: لایه فلز، طول عمر قطعات را با محافظت در برابر آسیبها افزایش میدهد.
- بهبود هدایت الکتریکی: برخی پوششها، مانند نقره، هدایت الکتریکی را بهبود میدهند.

انواع روشهای آبکاری
پوشش دهی سطوح با روشهای مختلفی انجام میشوند. معمولا مهمترین این روشها شامل موارد زیر هستند:
روش های اجرای آب کاری فلزات:
آب کاری الکتریکی (Electroplating): در این روش، فلز مورد نظر از محلول آبی یا غیرآبی به وسیله جریان برق روی سطح قطعه قرار میگیرد. این روش برای پوششدهی انواع فلزات استفاده میشود و معمولاً برای جلوگیری از خوردگی یا ایجاد ویژگیهای خاص روی سطح استفاده میشود.
- مثالها: آبکاری نیکل، کروم، طلا و نقره
آبکاری غوطهوری (Hot-Dip Coating): در این روش، قطعه فلزی به داخل فلز مذاب (معمولاً روی یا قلع) غوطهور میشود. این روش برای ایجاد پوششی ضخیم و مقاوم به خوردگی استفاده میشود.
- مثالها: آبکاری گالوانیزه گرم (برای جلوگیری از زنگزدگی)، آبکاری قلع (روی فولادهای نازک)
آب کاری پاششی (Spray Coating): در این روش، فلز مذاب یا پودر فلزی به سطح قطعه پاشیده میشود تا لایهای از آن روی سطح قرار گیرد. این روش معمولاً برای قطعاتی که نیاز به پوشش ضخیمتر یا مقاومتر دارند، بهویژه در صنایع سنگین، استفاده میشود.
آبکاری با استفاده از غشای بخاری (Vapor Deposition): در این روش، فلزات یا ترکیبات آنها در حالت بخار به سطح قطعه افزوده میشود. این فرایند معمولاً در دماهای بسیار بالا انجام میشود و برای لایههای بسیار نازک و مقاوم به کار میرود.
- مثالها: PVD (Physical Vapor Deposition) و CVD (Chemical Vapor Deposition)
آبکاری بدون الکتریسیته (Electroless Plating): در این روش، بدون استفاده از جریان برق، یک لایه فلزی روی سطح قطعه تشکیل میشود. این فرایند از طریق واکنشهای شیمیایی انجام میشود و بهویژه برای پوششدهی قطعاتی با اشکال پیچیده یا قطعاتی که نیاز به یکنواختی در ضخامت دارند، مفید است.
ضخامت آبکاری چیست و چرا مهم است؟
ضخامت آبکاری به مقدار لایه فلزی که روی سطح جسم قرار میگیرد، اطلاق میشود و این ویژگی نقش بسیار مهمی در عملکرد و دوام پوششدهی فلزی دارد.
سطح را ضخامت کافی میتواند از خوردگی، سایش و دیگر آسیبهای فیزیکی محافظت کند، درحالیکه ضخامت کم ممکن است پوشش را ضعیف و آسیبپذیر کند. علاوهبر این، ضخامت پوششدهی فلزی بر ویژگیهای ظاهری سطح، مانند درخشندگی و رنگ آن تأثیر دارد.
در برخی کاربردها، ضخامت بیشتر پوششدهی فلزی برای افزایش مقاومت به سایش و عمر طولانیتر مورد نیاز است، درحالیکه در موارد دیگر ممکن است ضخامت کم برای حفظ ویژگیهای خاص، مورد نظر باشد.

چرا آب کاری و پرداخت کاری رنگین پوشش شیراز؟
- تجربه و تخصص بالا: با بیش از ۳۶ سال فعالیت در حوزه آبکاری و پوششهای فلزی، این شرکت دارای دانش فنی پیشرفته و تجربیات غنی در صنایع مختلف است.
- تنوع خدمات: ارائه انواع پوششدهیهای فلزی تخصصی مانند نیکل کروم، هارد کروم، گالوانیزه، مس، طلا و نقره، همچنین پوششهای رنگ کورهای و الکتروفورتیک با کیفیت بالا.
- کیفیت بالا و استانداردها: پیروی از استانداردهای بینالمللی مانند ASTM و AS/NZS در فرآیندهای گالوانیزه و الکتروفورتیک، که تضمینکننده کیفیت و مقاومت بالای پوششها در برابر سایش و خوردگی است.
- امکانات و زیرساختهای پیشرفته: برخورداری از ماشینآلات و تجهیزات بهروز برای ارائه خدمات با کیفیت در مقیاس بزرگ و سفارشی.
- خدمات صنعتی و تزئینی: انجام آبکاری برای صنایع حساس مانند نفت، گاز، پتروشیمی، مخابرات، و همچنین خدمات تزئینی برای قطعات خودرو و سایر محصولات.
- نیروی انسانی ماهر: استخدام و آموزش نیروهای متخصص با تمرکز بر توانمندسازی و ایجاد اشتغال در جامعه.

اهمیت پرداخت کاری صنعتی
فرایند پرداخت روشی است برای زیباترکردن و ارتقای کیفیت سطح قطعات. این عملیات اکثرا روی فلزاتی مثل آهن، آلومینیوم، مس، برنج و حتی فلزات گرانبهایی مثل نقره، طلا و پلاتین انجام میشود. معمولا بر روی غیر فلزها کمتر عملیات پرداخت کاری انجام میدهند . شاید بپرسید اهمیت این فرایند چیست؟ فرض کنید یک قطعه فلزی مات، زبر و پر از خط و خش دارید. با پرداختکاری میتوان آن را براق و صاف کرد تا شیکتر بهنظر برسد. البته این فرایند فقط به زیبایی قطعه ختم نمیشود؛ بلکه با پرداختکاری، قطعه دیرتر زنگ میزند.
همچنین قطعه پس از کار پرداختکاری در برابر خراشیدگی مقاومتر شده و طول عمر بیشتری خواهد داشت. در ضمن، وقتی یک قطعه را پرداخت میکنیم، برای کارهای بعدی مثل آبکاری یا رنگزدن هم آماده میشود. این فرایند در خیلی از صنایع از ساخت زیورآلات گرفته تا قطعات خودرو و تجهیزات پزشکی، کاربرد دارد. به زبان ساده، پرداختکاری به فلزات جانی تازه میبخشد!
پولیش و آبکاری؛ دو روش کارآمد برای بهبود سطح قطعات
آبکاری و پرداختکاری هر دو برای بهبود کیفیت سطح قطعات بهکار میروند. پرداختکاری برای صاف و براقکردن سطح قطعه و رفع نواقص ظاهری مانند خش و زبری بهکار میرود. اما آبکاری فرآیندی است که در آن لایهای از یک ماده پوشاننده با هدف زیباکردن یا مقاومتکردن بیشتر قطعه در برابر خوردگی به سطح قطعه اضافه شود. در ادامه با این دو روش بهبود قطعات بیشتر آشنا خواهید شد.
پرداخت: درخشندگی و دقت برای فلزات شما
اگرچه برای (پولیش) پرداخت کاری و آبکاری فرآیندهای مختلفی بهکار میروند، ولی هدف مشترک هر دو بهبود سطح قطعات است. این فرآیندها به روشهای مختلف برای صاف و براقکردن، رفع نواقص سطحی و یا صیقلدادن بهکار میروند. تفاوت اصلی در این است که هر کدام بسته به نوع قطعه و شدت نواقص، بهکار گرفته میشوند:
- پولیشکاری: در فرایند پولیش پرداخت کاری از دستگاههای مخصوص و پارچههای نرم برای صاف و براق کردن سطح قطعه استفاده میشود. پولیش کاری مخصوصاً برای قطعاتی که نیاز به ظاهر آینهای دارند، مانند زیورآلات یا قطعات دکوراتیو، بسیار مناسب است.
- برسکاری: در برسکاری از برسهای ساینده برای پاکسازی و از بینبردن نواقص سطحی قطعه استفاده میشود. این روش برای قطعاتی که به صاف و تمیزشدن در حدی کمتر از صافی پولیشکاری نیاز دارند، بهکار میرود. برسکاری معمولاً در صنایع سنگینتر یا قطعات با سطح ضخیمتر کاربرد دارد.
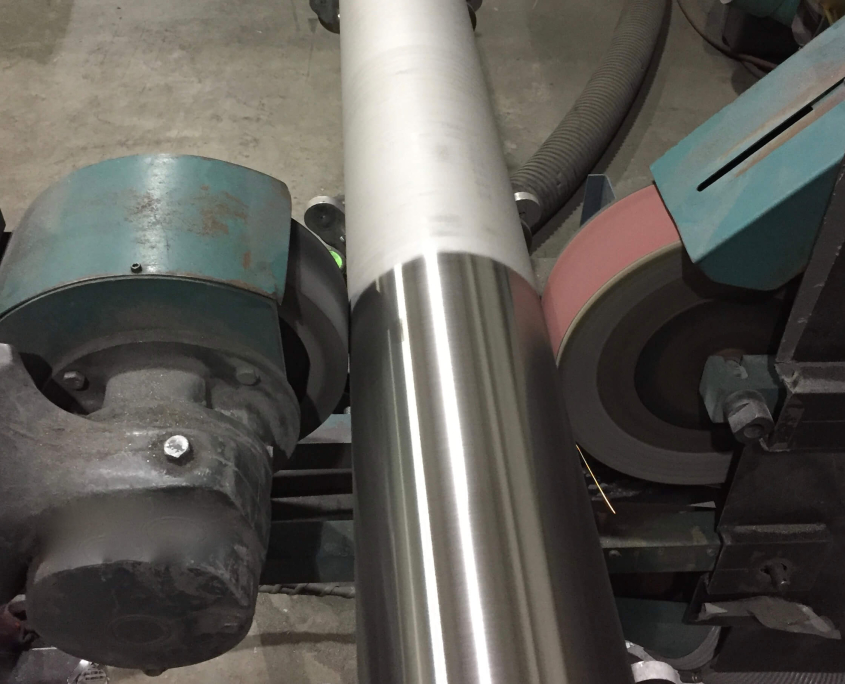
- سنگزنی: سنگزنی فرآیندی است که در آن از دستگاههای سنگزنی با چرخهای مخصوص برای صافکردن سطح قطعات سخت استفاده میشود. این روش معمولاً برای فلزات سختتر و در عین حال ظریفتر مورد استفاده قرار میگیرد، مانند قطعات ماشینآلات صنعتی یا ابزارهای دقیق که به دقت بالایی نیاز دارند.

آبکاری: پوششی محافظتی برای افزایش دوام و زیبایی پس از پرداختکاری
Plating (آبکاری) یکی دیگر از روشهای تخصصی پس از پرداخت کاری صنعتی است. آبکاری یک لایه محافظ یا تزئینی روی سطح قطعه ایجاد میکند تا خواصی مثل مقاومت در برابر خوردگی، زیبایی یا مقاومت در برابر سایش به آن افزوده شود. آبکاری شامل سه روش است که هر کدام برای اهداف خاصی بهکار میروند:
- آبکاری الکتریکی: این روش برای پوششدادن سطح قطعه با لایهای از ماده دیگر (مثل کروم یا طلا) از جریان الکتریکی استفاده میکند. این فرآیند برای ایجاد لایههای نازک و مقاوم روی فلزات بهکار میرود، مثلاً برای مقاومتر کردن قطعات خودرو یا زیورآلات.
- آبکاری غیرالکتریکی: در این روش، برای پوشش دادن سطح قطعه از فرآیند اتوکاتالیستی استفاده میشود. این فرآیند بیشتر بر اساس واکنشهای شیمیایی عمل میکند که بدون نیاز به جریان الکتریکی، لایهای محافظتی ایجاد میکند.
- آبکاری بشکهای: این روش برای تولید قطعات فلزی در حجم بالا استفاده میشود. قطعات فلزی در یک بشکه قرار میگیرند و بهصورت چرخشی در محلول آبکاری غوطهور میشوند تا پوشش یکسانی روی آنها ایجاد شود. این روش برای تولید انبوه قطعات کوچک بسیار مناسب است.
مزایای کار پرداخت: هر آنچه قطعات شما نیاز دارند
فرآیندهایی نظیر پرداخت و آب کاری هر دو فرآیندهایی تخصصی هستند که ویژگیهای سطحی قطعات را ارتقا میدهند. این روشها مخصوصاً در افزایش مقاومت فلزات در برابر عوامل محیطی و زیباسازی محصولات فلزی نقش مهمی دارند. برای انتخاب روش مناسب، باید ویژگیهای فلز و نیازهای نهایی محصول را در نظر گرفت.
- افزایش مقاومت فلزات در برابر زنگزدگی و سایش: این روشها فلز را در برابر آسیبهای محیطی و استفاده مداوم مقاوم میکنند.
- بهبود ظاهر و زیبایی محصولات: پرداختکاری و آبکاری، سطح قطعات را صاف، براق و جذاب میکنند.
- کاربرد در صنایع مختلف: از جمله خودروسازی، الکترونیک و جواهرسازی که در آنها نیاز به مقاومت و زیبایی سطحی قطعات احساس میشود.
برای انتخاب روش مناسب پرداخت کاری و آبکاری، باید به جنس قطعه، کاربرد نهایی محصول و میزان نواقص سطحی توجه کرد.
آشنایی با شرکت پرداخت کاری رنگین پوشش شیراز
در رنگین پوشش شیراز، ما مفتخریم که بهعنوان یکی از پیشگامان در ارائه خدمات قطعه سازی پرداخت کاری و آبکاری تخصصی فلزات، به مشتریان عزیز کمک میکنیم تا محصولات خود را از نظر ظاهری و عملکردی به بالاترین سطح کیفیت برسانند. با توجه به نیازهای مختلف صنایع و انواع فلزات، ما روشهای متنوعی از جمله پولیشکاری، برسکاری، سنگزنی و آبکاری الکتریکی و غیرالکتریکی را ارائه میدهیم تا بهترین نتیجه را برای شما به ارمغان آوریم.
هدف گروه صنعتی ما این است که با استفاده از تکنولوژیهای روز و تیم متخصص خود، مقاومت، زیبایی و دوام محصولات شما را افزایش دهیم. ما خدمات سفارشی و با کیفیتی برای صنایع مختلفی مانند خودروسازی، الکترونیک و جواهرسازی، ارائه میدهیم. کیفیت و رضایت مشتری برای ما اولویت دارد و همیشه در تلاشیم تا بهترینها را به شما عرضه کنیم. شرکت رنگین پوشش شیراز در زمینه انتخاب نوع پرداخت کاری، نحوه آبکاری ، روشهای ماشینکاری و… به مشتریان مشاوره میدهد. جهت ارائه خدمات و مشاوره هر چه بهتر با متخصصین واحد تولید ما تماس حاصل فرمایید.
جهت دریافت خدمات یا کسب اطلاع در مورد پرداختکاری در ساعات اداری با کارشناسان ما تماس حاصل کرده و از مشاوره رایگان بهره مند شوید.




رنگ الکترواستاتیک
خدمات رنگ الکترو استاتیک
رنگ الکترواستاتیک یکی از انواع رنگهای موجود در بازار است که بیشتر بر روی سطوح فلزی اعمال میشود. این نوع رنگ بر اساس نیروی جاذبه میان بارهای غیرهمنام روی سطوح میچسبد. چسبندگی بالا، مقاومت و دوام و هزینه کمتر نسبت به بقیه نوع رنگ ها از ویژگیهای بارز رنگ آمیزی سطوح در اتاق رنگ الکترو استاتیک است.رنگ کردن قطعات با رنگهای الکترواستاتیک امری تخصصی محسوب میشود. برای این کار باید با استفاده از دستگاه خاص رنگ روی قطعه پاشیده شود. برای سفت شدن رنگ پاشیده شده روی قطعه نیاز به حرارت میباشد. این حرارت با پختن قطعه در کوره تامین میشود که بسته به روش رنگ کاری، حرارت اعمالی میتواند قبل، حین یا بعد از رنگ کاری به قطعه داده شود.چنانچه به خدمات رنگ الکترو استاتیک احتیاج دارید، مجموعه رنگین پوشش شیراز آماده اجرای انواع رنگ الکترواستاتیک است. برای شروع همکاری در پروژه کافی است با ما تماس بگیرید.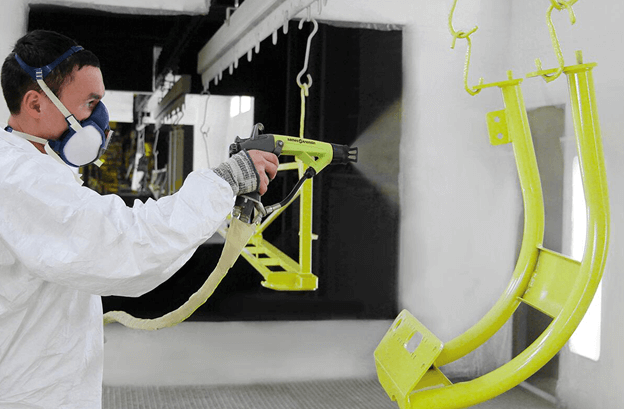
رنگ الکترواستاتیک چیست؟
رنگ پودری الکترو استاتیک یک نوع رنگ صنعتی است که بر پایه برهمکنش الکتریکی روی سطوح چسبیده میشود. این رنگها هنگام اعمال روی تجهیزات باردار میشوند. از آنجا که بسیاری از تجهیزات صنعتی دارای بار هستند، میتوانند بار مخالف رنگدانههای این نوع رنگ را جذب کنند. به این ترتیب یک چسبندگی قوی میان سطح مدنظر و رنگ ایجاد میشود. این پیوند خیلی قوی است؛ به طوری که از ویژگیهای بارز رنگهای الکترو استاتیک میتوان به چسبندگی فوق العاده بالای آنها اشاره کرد.به شیوههای مختلف نظیر پیش گرما، پس گرما، مادن قرمز و مشعل پاش رنگ الکترواستاتیک اجرا میگردد. همچنین این مدل رنگ به دو صورت دستی و اتوماتیک قابل اجرا است. با وجود آنکه رنگهای الکترواستاتیکی یک نوع رنگ سنتی بوده که در دهه ۶۰ و ۷۰ در اروپا ابداع شدند، اما همچنان کاربردهای گستردهای دارند.انواع رنگ پودری الکترواستاتیک
رنگ های الکترواستاتیک به نوع پودری عرضه میشوند و کاربرد بسیاری دارند. از مزایای رنگ الکترواستاتیک نسبت به رنگ کوره ای مایع مقاومت بالاتر، استحکام بیشتر و آلایندگی کمتر میتوان نام برد. اما به طور کلی رنگهای پودری الکترواستاتیک هم به انواع مختلف طبقه بندی میشوند. این رنگها بر اساس ترکیبات شیمیایی در انواع زیر به فروش میرسند:- اپوکسی: این مدل رنگها در برابر مواد شیمیایی، سایش و ضربه مقاوم هستند. از آنها برای رنگ آمیزی محیط داخل خانگی و تجهیزات داخلی استفاده میشود.
- پلی استر: این نوع رنگها مقاومت بالایی در برابر نور خورشید، اشعات UV و شرایط بیرونی دارند. برای رنگ آمیزی تجهیزات فضای باز، خودرو و غیره مورد استفاده قرار میگیرند.
- هیبریدی: این نوع رنگ ترکیبی از دو رنگ اپوکسی و پلی استر است. به همین دلیل ویژگیهای هر دو رنگ را دارد. از رنگ هیبریدی برای رنگ آمیزی لوازم خانگی و تجهیزات صنعتی استفاده میشود.
- پلی یورتان: این نوع رنگ میتواند در برابر شرایط جوی، خراش و مواد شیمیایی به خوبی مقاوم باشد. از آن در صنایع خودروسازی، تجهیزات صنعتی و لوازم تزئینی استفاده میگردد.
- فلور پلیمر: این مدل رنگ هم در برابر شرایط جوی و اشعات UV مقاومت بالایی دارد. ظاهر براق و جذاب آن برای رنگ کردن نمای ساختمان و سازههای فلزی مناسب است.

کاربرد رنگ الکترواستاتیک
با دقت به نام رنگ الکترو استاتیک میتوان به این نکته پی برد که این رنگ بیشتر برای صنایع مختلف مورد استفاده قرار میگیرد. این نامگذاری به علت برهمکنش بارهای الکتریکی هنگام اجرای رنگ است که طبیعتا روی تجهیزات فلزی صورت میپذیرد. به همین دلیل کاربرد رنگ استاتیک کوره ای در ساختمان سازی بسیار محدود است.رنگ آمیزی بدنه، در و شاسی خودرو، پوشش دهی قطعات ابزار آلات صنعتی، رنگ کاری بدنه چوبی مبل، رنگ آمیزی درب و پنجره، رنگ کاری مدار و قطعات الکترونیکی و غیره از مهمترین کاربردهای این نوع رنگ به شمار میرود. به طور سادهتر میتوان گفت موارد استفاده از رنگهای الکترواستاتیک به صنایع خودروسازی، چوب، الکترونیک، لوازم خانگی، نور و روشنایی و غیره محدود میشود.مفهوم رنگ الکترو استاتیک کوره ای
به طور کلی نحوه اجرای رنگهای الکترواستاتیک به این صورت است که ابتدا رنگ روی قطعه اعمال میشود. در نهایت بعد از پخش یکنواخت رنگ روی قطعه باید آن را در کورههای داغ تثبیت نمود. البته بسته به نحوه اجرای رنگ ممکن است فرایند داغ کردن قطعه قبل از پاشیدن رنگ هم انجام شود.به همین دلیل بسیاری از مواقع به این نوع رنگ، رنگ الکترواستاتیک کوره ای هم گفته میشود. در واقع اصطلاح کورهای به همان فرایند داغ کردن قطعه با هدف تثبیت رنگ روی قطعه بازمیگردد.روش های رنگ آمیزی با الکترواستاتیک رنگ
به طور کلی پاشش رنگ الکترواستاتیک روی تجهیزات به ۴ شیوه مختلف انجام میشود. در ادامه با ۴ روش مختلف اجرای رنگ پودری به شیوه الکترواستاتیک آشنا میشویم:- پیش گرما: در این روش قبل از رنگ کاری قطعه ابتدا به اندازه کافی حرارت دریافت میکند، سپس رنگ روی آن اسپری میشود. چسبندگی بالا، مقاومت در برابر خراش و کاهش احتمال کنده شدن از مهمترین خصوصیات این روش است.
- پس گرما: بر خلاف روش قبل، در این روش ابتدا رنگ به قطعه اعمال شده، سپس حرارت به آن منتقل میگردد. سادهترین، ارزانترین و رایجترین نوع رنگ آمیزی با رنگ الکترواستاتیک روش پس گرما است. این تکنیک به دو صورت دستی و اتومات صورت میپذیرد.
- مشعل پاش: در این روش همزمان با پاشش رنگ روی قطعه، شعله روی آن پخش میشود. معمولا روش مشعل پاش با تفنگ پاشش مورد استفاده قرار میگیرد. مزیت این روش عدم نیاز به کوره و برق است، اما در نهایت مقاومت رنگ نسبت به سایر روشها پایینتر خواهد بود. با توجه به این مسائل و سرعت پایین اجرای رنگ به شیوه مشعل پاش باید از آن در مناطق دور افتاده استفاده نمود.
- مادون قرمز: در این روش نیز پروسه رنگ آمیزی به واسطه ماشین یا ربات انجام میشود. در نهایت قطعه رنگ آمیزی شده زیر لامپ مادن قرمز قرار میگیرد تا رنگ به خوبی سفت شود. این روش سرعت پایینی دارد و هزینه بالایی در تیراژ بالا به اجرا کننده وارد میکند. منتهی اگر امکان وارد شدن قطعه به کوره به دلایلی نظیر ابعاد بزرگ یا قابلیت اشتعال نباشد، میتوان از آن استفاده کرد.
دستگاه رنگ الکترو استاتیک
ماشین یا دستگاه رنگ الکترواستاتیک وسیلهای است که از آن برای پاشش رنگ روی قطعه مدنظر استفاده میشود. این دستگاه از اصول بارهای الکتریکی (جاذبه بارهای مخالف) برای چسباندن رنگ به سطوح مختلف از جمله سطوح فلزی استفاده میکند.دستگاه رنگهای الکترواستاتیک انواع مختلفی دارند، اما بیشتر آنها از ساختار یکسانی بهره میبرند. تفنگ پاشش، منبع تغذیه، مخزن پودر، کمپرسور هوا، کابین پاشش، سیستم بازیافت پودر و کوره پخت از جمله قسمتهای مختلف این دستگاهها محسوب میشود.نحوه کار با این دستگاه بسیار ساده است. کافی است قطعه را روی زمین با بار منفی قرار دهید. پس از شارژ مخزن، رنگ را با بار مثبت روی قطعه بپاشید. در نهایت با انتقال قطعه رنگ شده به کوره، رنگ تثبیت میشود.
مراحل اجرای پوشش رنگ الکترواستاتیک
با توجه به آنکه اجرای رنگ الکترو استاتیک به شیوه پس گرما در ایران متداولتر است، در این قسمت به مراحل اجرای این روش میپردازیم. ابتدا لازم است تا قطعه مدنظر جهت رنگ کاری با استفاده از کابل ارت به زمین متصل گردد. سپس پودر رنگ داخل مخزن تفنگ قرار گرفته و بعد از باردار شدن به صورت الکترواستاتیکی، روی سطح اسپری میشود.در انتها، جهت سفت شدن رنگ باید آن را در کوره قرار داد. با این حال پروسه اجرای پوشش رنگ به همین سادگی هم نیست. در لیست زیر مراحل این نوع رنگ کاری را به صورت دقیقتر بررسی کردهایم:- چربی گیری قلیایی از قطعه: در این مرحله قطعه را داخل یک وان قرار داده و به واسطه حرارت دادن اسید قلیایی تا دمای ۶۰ درجه هرگونه چربی و آلودگی از آن زدوده میشود.
- شستشوی قطعه: در گام بعدی با پاشیدن آب ولرم روی قطعه هرگونه چربی اضافی از روی آن پاکسازی میشود.
- ایجاد لایه فسفاته: در گام بعدی مواد فسفاته با هدف بهبود رنگ آمیزی روی قطعه به شیوه اسپری یا غوطه ورسازی به سطح اعمال میشود.
- رنگ آمیزی با رنگ: در گام بعدی نوبت به اعمال رنگ با استفاده از دستگاه مخصوص روی سطح میرسد.
- قرار گیری در کوره: در نهایت همانطور که گفته شد، با هدف تثبیت رنگ الکترواستاتیک آن را در کورههای دما بالا قرار میدهند.
دمای پخت رنگ الکترواستاتیک
بعد پاشیدن رنگ روی قطعه باید آن را به مدت ۱۵ الی ۲۰ دقیقه به صورت مکانیکی یا دستی داخل کوره قرار داد. این کار به علت تثبیت رنگ روی قطعه انجام میشود. دمای مناسب برای ثابت شدن رنگ پودری الکترواستاتیک روی قطعه حدود ۱۸۰ الی ۲۲۰ درجه سانتی گراد (۳۵۰ الی ۴۳۰ درجه فارنهایت) است. منتهی انتخاب دمای دقیق برای کوره به عوامل مختلفی بستگی دارد. نوع رنگ، ضخامت رنگ و جنس قطعه از مهمترین عواملی هستند که دمای دقیقه کوره برای سخت شدن رنگ را مشخص میکنند.مزایای رنگ های پودری الکترواستاتیک
امتیازات رنگ الکترواستاتیک به حدی زیاد است که بعد از گذشت سالها همچنان بسیاری از افراد به استفاده از آن قانع هستند. به طور کلی رنگهای الکترواستاتیک مقاومت بالایی دارند، چسبندگی فوق العادهای از خود نشان میدهند و محیط زیست را آلوده نمیکنند. با این حال مزایای این نوع رنگ تنها به این موارد محدود نیست. از مهمترین مزایای انواع رنگ الکترو استاتیک میتوان به موارد زیر اشاره کرد:- چسبندگی، دوام و مقاومت فوق العاده بالا
- عدم نیاز به حلال برای رنگ آمیزی
- کاهش آلودگیهای محیط زیست
- ایجاد پوشش کاملاً یکنواخت و صاف
- امکان جمع آوری و بازیافت رنگ هدررفته
- امکان کنترل روی ضخامت رنگ
- سهولت در رنگ آمیزی قطعات
- سرعت بالا در پاشش و اجرای رنگ
- ظاهر براق، درخشان و جذاب
- عدم تهدید سلامت انسان
- کاهش هزینهها به حد چشمگیر


معایب رنگ های پودری الکترواستاتیک
قبل از اجرای رنگ الکترواستاتیک روی قطعات میبایست با معایب این نوع رنگها هم آشنایی پیدا کنید. در واقع با وجود مزایای زیادی که این قبیل رنگها دارند، ایراداتی هم بر آنها وارد است. مهم است که به سادگی از کنار معایب رنگ های الکترواستاتیک عبور نکنیم. از مهمترین اشکالات رنگهای الکترو استاتیک میتوان به موارد زیر اشاره کرد:- هزینه تجهیزات اولیه بسیار بالا
- عدم امکان پاشش رنگ در محل به علت نیاز به کوره جهت پخت رنگ
- محدودیت در پوشش یکنواخت در درون حفره های قطعات پیچیده
- امکان بروز برخی خطرات خاص ناشی از پودر رنگ
- مشکل در پخت قطعه در کوره در قطعاتی با ابعاد هندسی خیلی بزرگ یا خاص

قیمت رنگ کاری الکترواستاتیک
هزینه رنگ آمیری قطعات با رنگ الکترواستاتیک متغیر است. تعرفه رنگ کاری با رنگهای الکترواستاتیک به عوامل مختلف بستگی دارد. نوع قطعه، نوع رنگ، ضخامت لایه رنگ، تجهیزات به کار رفته در رنگ آمیزی، تیراژ رنگ و سایر خدمات در این قیمت گذاری موثر هستند.برای مثال رنگ کاری با رنگ پودری الکترواستاتیک نسبت به رنگ کاری با رنگ کوره ای مایع ارزانتر میباشد، چرا که رنگ های پودری با تجهیزات کمتر ، مراحل کمتر و کوتاه تر و از همه مهمتر هدر رفت حداقلی مواجه هستند . همچنین هرچه نوع قطعه پیچیده تر باشد یا ضخامت رنگ بیشتر باشد، قیمت رنگ کاری افزایش پیدا میکند. با توجه به این موارد میتوان قیمت یک پروژه رنگ آمیزی با الکترواستاتیک رنگ را برآورد نمود.جهت اطلاع دقیقتر از قیمت رنگ آمیزی با رنگ الکترو استاتیک با مشاورین مجموعه رنگین پوشش شیراز تماس بگیرید تا شما را راهنمایی کنند.خدمات رنگ الکترواستاتیک رنگین پوشش شیراز
ما به عنوان یکی از برترین مجموعههای تولیدی و خدماتی کشور ، رنگ آمیزی با رنگهای الکترواستاتیک، خدمات رنگ پودری الکترواستاتیک را با بهترین کیفیت انجام میدهیم. تیم حرفهای ما با داشتن مجهزترین کارگاه رنگ الکترواستاتیک مرکز و جنوب کشور آماده خدمت رسانی به شما عزیزان است.ما با انجام پروژههای بزرگ و همکاری با شرکت های صنعتی نامدار توانسته ایم رضایت حداکثری از مشتریان خود کسب کنیم. شما میتوانید با توجه به رزومه کاری و سوابق ما با خیالی آسوده پروژه خود را به ما بسپارید. جهت دریافت خدمات رنگ الکترواستاتیک کافی است از طریق شمارههای موجود در سایت با کارشناسان ما تماس بگیرید تا به بهترین نحو شما را راهنمایی کنند.







ساخت قطعه
شرکت رنگین پوشش شیراز در زمینه ساخت قطعه، آبکاری و پرداخت فلزات، رنگ الکترواستاتیک ، ساخت پاراموتور و… فعالیت دارد. این شرکت بر حسب نیاز مشتریان و درخواست آنها اقدام به ساخت قطعات مختلف میکند. این قطعات با رعایت استانداردهای تولید و نیاز مشتریان تولید شده و با بالاترین کیفیت عرضه میشوند. در این مجموعه امکان ارائه مشاوره به مشتریان نیز وجود دارد. به عنوان مثال شرکت رنگین پوشش شیراز در زمینه انتخاب نوع مواد، نحوه آبکاری و پرداخت ، روشهای ماشینکاری و… به مشتریان مشاوره میدهد. جهت ارائه خدمات و مشاوره هر چه بهتر با متخصصین واحد تولید ما تماس حاصل فرمایید.








شرکت رنگین پوشش شیراز یکی از پیشگامان صنعت تولید و فروش تجهیزات پروازی در ایران است. این شرکت با استفاده از تکنولوژیهای روز دنیا و مواد اولیه با کیفیت، پاراموتورها و تجهیزات مرتبط با آن را مطابق با استانداردهای جهانی تولید میکند. در این مقاله، به بررسی مراحل تولید پاراموتور و خدمات ارائهشده توسط رنگین پوشش شیراز خواهیم پرداخت.
✅ شما میتوانید جهت اطلاع دقیق از قیمت پاراموتور و یا سفارش تجهیزات پروازی با کارشناسان فنی ما تماس حاصل نمایید و از مشاوره رایگان بهره مند شوید.۱. مراحل تولید پاراموتور (پاراگلایدر موتور دار) در رنگین پوشش شیراز
تولید پاراموتور فرایندی پیچیده و دقیق است که به دقت و مهارت بالایی نیاز دارد. این فرآیند از طراحی اولیه تا ارسال نهایی محصول به مشتری ادامه دارد. در رنگین پوشش شیراز، تمامی مراحل با استفاده از بهترین تجهیزات و تحت نظارت متخصصان حرفهای انجام میشود. در اینجا به بررسی مراحل اصلی تولید پاراموتور میپردازیم.۱.۱ طراحی و مهندسی پاراموتور
قبل از تولید هر پاراموتور، نیاز به طراحی دقیق و مهندسی حرفهای وجود دارد. در این مرحله، نیازهای خلبانان و علاقهمندان به پرواز بررسی میشود و طراحی آیرودینامیکی مناسب برای بهترین عملکرد در شرایط مختلف جوی انجام میشود. در رنگین پوشش شیراز، طراحی با استفاده از نرمافزارهای پیشرفته مانند SolidWorks و AutoCAD انجام میشود.نکات کلیدی در این مرحله عبارتند از:- تحلیل نیاز بازار: بررسی دقیق نیازهای مشتریان و خلبانان حرفهای
- انتخاب مواد اولیه باکیفیت: استفاده از مواد سبک و مقاوم مانند آلومینیوم آلیاژی و فیبرکربن برای کاهش وزن و افزایش استحکام
- مدلسازی سهبعدی: شبیهسازی دقیق قطعات برای ارزیابی عملکرد و تطابق با استانداردها
۱.۲ انتخاب و تهیه مواد اولیه
مواد اولیه در تولید پاراموتور تأثیر بسزایی در عملکرد نهایی آن دارند. این مواد باید نه تنها کیفیت بالایی داشته باشند، بلکه باید از نظر وزن و استحکام نیز بهینه شوند. برخی از مواد اولیهای که در رنگین پوشش شیراز برای ساخت پاراموتور استفاده میشود عبارتند از:- آلومینیوم آلیاژی: به دلیل وزن سبک و مقاومت بالا، در ساخت قاب و قطعات فلزی به کار میرود.
- فیبرکربن: در ساخت پروانهها و قطعات سبکوزن استفاده میشود.
- چرم و نایلون تقویتشده: در ساخت هارنس و صندلی پروازی استفاده میشود.
- تیتانیوم: برای ساخت قاب موتور در مدلهای پیشرفته مورد استفاده قرار میگیرد.
۱.۳ ساخت و مونتاژ قطعات اصلی
در این مرحله، قطعات مختلف پاراموتور از جمله قاب، موتور، هارنس، و پروانه ساخته و مونتاژ میشوند. هر یک از این قطعات باید با دقت فراوان ساخته شوند تا عملکرد پاراموتور در بهترین شرایط ممکن باشد.جزئیات ساخت هر قسمت:- قاب: قابهای پاراموتور معمولاً از آلومینیوم آلیاژی یا تیتانیوم ساخته میشوند که سبک و مقاوم باشند.
- موتور و پیشرانه: موتورهای دو زمانه با نسبت قدرت به وزن بالا برای تأمین توان مناسب انتخاب میشوند.
- هارنس: هارنس باید ارگونومیک و ایمن باشد تا خلبان در طول پرواز راحت و بدون خطر باشد.
- پروانه: پروانهها معمولاً از فیبرکربن ساخته میشوند تا علاوه بر کاهش وزن، به حداکثر بازدهی برسند.
۱.۴ جوشکاری و اتصالات فلزی
پس از ساخت قطعات، جوشکاری و مونتاژ قطعات فلزی انجام میشود. این مرحله با استفاده از تکنولوژیهای پیشرفته مانند جوشکاری TIG و CNC برای برش دقیق و اتصالات فلزی صورت میگیرد. دقت در این مرحله از اهمیت ویژهای برخوردار است تا استحکام کلی سازه افزایش یابد و لرزشها به حداقل برسد.۱.۵ نصب سیستم الکتریکی و کنترلی
پاراموتورهای پیشرفته معمولاً سیستمهای کنترلی و الکتریکی دارند که شامل دستگاههای ناوبری، سیستم GPS و ردیاب پروازی هستند. این سیستمها به کمک فناوریهای پیشرفته برای کاهش خطرات پروازی و افزایش دقت پرواز طراحی شدهاند.۱.۶ تست و بررسی ایمنی
پس از مونتاژ، محصولات به دقت آزمایش میشوند تا از صحت عملکرد آنها اطمینان حاصل شود. برخی از تستها شامل آزمایشات استاتیک، دینامیکی، و بررسی عملکرد موتور و سیستمهای الکتریکی است. تستهای ایمنی دقیق و بررسیهای کامل میتواند از بروز مشکلات و خطرات احتمالی در حین پرواز جلوگیری کند.
۲. آشنایی با پاراموتور و مزایای استفاده از آن
پاراموتور یک وسیله پروازی سبک است که برای افراد علاقهمند به پروازهای آزاد و تفریحی طراحی شده است. این سیستم پروازی شامل یک موتور سبک است که به یک بال متصل میشود. با استفاده از این تجهیز، افراد میتوانند در آسمان پرواز کنند و از مناظر طبیعی لذت ببرند.۲.۱ مزایای استفاده از پاراموتور
- هزینه کمتر نسبت به هواپیماها و هلیکوپترها: هزینههای پایینتر نسبت به سایر وسایل پروازی، پاراموتور را به گزینهای مقرون به صرفه تبدیل کرده است.
- امکان پرواز در ارتفاعات پایین و مناظر طبیعی: امکان پرواز در ارتفاعات پایین و مشاهده مناظر طبیعی از دیدی منحصر به فرد.
- تجربه هیجانانگیز و آزادی بیشتر در پرواز: پاراموتور یک تجربه هیجانانگیز و آزادی بیشتر به خلبانان میدهد.
- امکان استفاده در شرایط مختلف جوی و جغرافیایی: پاراموتورها قادرند در شرایط جوی متفاوت و مناطق مختلف جغرافیایی پرواز کنند.
۲.۲ کاربردهای پاراموتور
- پروازهای تفریحی و سرگرمکننده: تجربه پرواز در آسمان بهعنوان یک سرگرمی هیجانانگیز.
- آموزش پرواز: بسیاری از مدارس و مربیان از پاراموتور برای آموزش خلبانان جدید استفاده میکنند.
- استفاده در عکاسی هوایی و فیلمبرداری: پاراموتور برای فیلمبرداری و عکاسی از مناظر طبیعی از ارتفاعات مختلف بسیار مناسب است.
- جستجو و نجات در مناطق سختعبور: در مواقع اضطراری، پاراموتورها میتوانند بهعنوان ابزارهای جستجو و نجات در مناطق صعبالعبور مورد استفاده قرار گیرند.
۳. راهنمای خرید پاراموتور و تجهیزات پروازی
اگر قصد خرید پاراموتور دارید، باید به چندین نکته مهم توجه کنید. اولین نکته انتخاب برند معتبر است که کیفیت و ایمنی تجهیزات را تضمین میکند. همچنین باید توجه داشته باشید که تجهیزات مورد نظر مناسب سطح مهارت شما باشند.۳.۱ نکات مهم در انتخاب پاراموتور
- سطح مهارت: برای مبتدیان بهتر است از مدلهای سادهتر و سبکتر استفاده کنند.
- وزن و ابعاد: وزن کم، حملونقل را آسانتر میکند و برای خلبانان حرفهای اهمیت دارد.
- کیفیت مواد: پاراموتورهای ساخته شده از مواد مقاوم و سبک عمر طولانیتری دارند.
- سیستم کنترل و ایمنی: سیستمهای ناوبری و ایمنی پیشرفته میتوانند خطرات پرواز را کاهش دهند.
۳.۲ مشاوره خرید در رنگین پوشش شیراز
در رنگین پوشش شیراز، مشاوران متخصص ما به شما کمک میکنند تا بهترین گزینه را با توجه به نیازها و سطح تجربهتان انتخاب کنید.
۴. هزینههای خرید و نگهداری پاراموتور
خرید پاراموتور به دلیل نیاز به تجهیزات خاص و فناوریهای پیشرفته ممکن است هزینهبر باشد. در جدول زیر، قیمت تقریبی برخی از تجهیزات پروازی ارائه شده است:| نوع تجهیزات | محدوده قیمت (یورو) |
|---|---|
| بال پروازی | ۵۰۰ تا ۴۰۰۰ یورو |
| موتور و قطعات آن | ۱۰۰۰ تا ۵۰۰۰ یورو |
| هارنس و کمکی | ۲۰۰ تا ۲۰۰۰ یورو |
| کلاه و تجهیزات ایمنی | ۱۰۰ تا ۷۰۰ یورو |
۵. پاراموتورهای مخصوص آقایان و بانوان
در شرکت رنگین پوشش شیراز، توجه ویژهای به طراحی و ساخت پاراموتورهایی با ویژگیهای خاص برای هر دو گروه مردان و زنان میشود. این شرکت با شناخت نیازهای فیزیکی و روانی خلبانان، محصولات خود را به گونهای طراحی میکند که برای هر دو گروه مناسب باشد.۵.۱ پاراموتورهای مخصوص بانوان
این مدلها با در نظر گرفتن ویژگیهای فیزیکی و نیازهای خاص بانوان طراحی شدهاند. برخی از ویژگیهای پاراموتورهای مخصوص بانوان عبارتند از:- سبکتر بودن تجهیزات: برای راحتی بیشتر در حمل و نقل و استفاده، پاراموتورهای مخصوص بانوان با وزن کمتری طراحی میشوند.
- هارنسها و صندلیهای مناسب: طراحی ویژه هارنسها برای راحتی بیشتر بانوان صورت میگیرد.
- اندازهگیری دقیقتر و طراحی ارگونومیکتر: این پاراموتورها به گونهای طراحی شدهاند که با بدن زنان تناسب بیشتری داشته و فشار کمتری به آنها وارد میشود.
۵.۲ پاراموتورهای مخصوص آقایان
مدلهای مخصوص آقایان معمولاً تمرکز بیشتری بر قدرت موتور و ساختار مقاومتر دارند. از آنجا که آقایان معمولاً وزن بیشتری دارند، مدلهایی با قدرت بیشتر و مقاومت بالاتر طراحی میشود. ویژگیهای این مدلها عبارتند از:- قدرت بالاتر موتور: برای تحمل وزن بیشتر و ارائه عملکرد بهتر در شرایط مختلف جوی.
- ساختار مقاومتر: برای مقابله با فشارهای بیشتر در حین پرواز و تضمین امنیت بیشتر.
- طراحی متناسب با بدن مردان: در این مدلها، طراحی هارنس و صندلیها بهگونهای است که فشار کمتری به بدن وارد شود.

۶. تعمیر و نگهداری پاراموتور
برای افزایش عمر مفید پاراموتور و حفظ عملکرد بهینه آن، انجام تعمیرات و سرویسهای دورهای بسیار مهم است. در شرکت رنگین پوشش شیراز، خدمات تعمیر و نگهداری به طور تخصصی برای تمامی مدلهای پاراموتور ارائه میشود. این خدمات شامل بررسی موتور، سیستمهای الکتریکی، هارنسها و پروانهها میشود.۶.۱ نکات مهم برای نگهداری پاراموتور
برای نگهداری بهتر پاراموتور و افزایش طول عمر آن، خلبانان باید برخی نکات مهم را رعایت کنند:- بازرسی دورهای موتور: پس از هر پرواز، موتور باید بررسی شود تا از سلامت آن مطمئن شوید.
- نگهداری از پروانهها: پروانهها باید از هرگونه آسیب فیزیکی دور بمانند تا در حین پرواز دچار مشکل نشوند.
- چککردن سیستمهای الکتریکی: سیستمهای ناوبری و کنترلی باید به طور منظم بررسی و سرویس شوند.
- تمیز کردن هارنسها: پس از هر پرواز، هارنسها باید تمیز شوند و در صورت لزوم بازبینی شوند.
۶.۲ خدمات تعمیراتی در رنگین پوشش شیراز
رنگین پوشش شیراز با ارائه خدمات تخصصی تعمیر پاراموتور، این امکان را به مشتریان میدهد که پس از هر پرواز به راحتی تجهیزات خود را بررسی و تعمیر کنند. این خدمات شامل:- تعمیرات موتور و پیشرانه
- اصلاح و تعمیر پروانهها
- بازبینی سیستمهای الکتریکی و کنترلی
- تعویض قطعات آسیبدیده
۷. گواهینامهها و استانداردهای ایمنی در صنعت پاراموتور
رعایت استانداردهای ایمنی یکی از اصول اساسی در صنعت پاراموتور است. تمامی پاراموتورها و تجهیزات پروازی باید مطابق با استانداردهای بینالمللی طراحی و ساخته شوند تا ایمنی خلبانان تضمین شود.۷.۱ استانداردهای ایمنی پاراموتور
برخی از مهمترین استانداردهای ایمنی که در تولید پاراموتور رعایت میشوند عبارتند از:- EN 926-1: استاندارد ایمنی برای بالهای پاراموتور
- EN 966: استاندارد ایمنی کلاه ایمنی خلبانی
- ISO 9001: سیستم مدیریت کیفیت برای تولید تجهیزات پروازی
- CEN 13656: استاندارد ایمنی برای پاراموتورها
